
- 产品描述
激光焊加工的计费没有具体的计费标准,要看活大小和当地的人工费。一般5元起步,60~100元/时。
激光焊接通常需要一定的离焦量,因为激光焦点处光斑中心的功率密度过高,容易蒸发成孔。离开激光焦点的各平面上,功率密度分布相对均匀。离焦方式有两种:正离焦与负离焦。焦平面位于工件上方为正离焦,反之为负离焦。按几何光学理论,当正负离焦平面与焊接平面距离相等时,所对应平面上功率密度近似相同,但实际上所获得的熔池形状不同。负离焦时,可获得较大的熔深,这与熔池的形成过程有关。
激光焊接技术原理
激光焊接可以采用连续或脉冲激光束加以实现,激光焊接的原理可分为热传导型焊接和激光深熔焊接。功率密度小于104~105 W/cm2为热传导焊,此时熔深浅、焊接速度慢;功率密度大于105~107 W/cm2时,金属表面受热作用下凹成“孔穴”,形成深熔焊,具有焊接速度快、深宽比大的特点。
其中热传导型激光焊接原理为:激光辐射加热待加工表面,表面热量通过热传导向内部扩散,通过控制激光脉冲的宽度、能量、峰功率和重复频率等激光参数,使工件熔化,形成特定的熔池。 用于齿轮焊接和冶金薄板焊接用的激光焊接机主要涉及激光深熔焊接。
激光焊接优点
(1)可将入热量降到较低的需要量,热影响区金相变化范围小,且因热传导所导致的变形亦较低;
(2)32mm板厚单道焊接的焊接工艺参数业经检定合格,可降低厚板焊接所需的时间甚至可省掉填料金属的使用;
(3)不需使用电极,没有电极污染或受损的顾虑。且因不属于接触式焊接制程,机具的耗损及变形皆可降至较低;
(4)激光束易于聚焦、对准及受光学仪器所导引,可放置在离工件适当之距离,且可在工件周围的机具或障碍间再导引,其他焊接法则因受到上述的空间限制而无法发挥;
(5)工件可放置在封闭的空间(经抽真空或内部气体环境在控制下);
(6)激光束可聚焦在很小的区域,可焊接小型且间隔相近的部件;
(7)可焊材质种类范围大,亦可相互接合各种异质材料;
(8)易于以自动化进行高速焊接,亦可以数位或电脑控制;
(9)焊接薄材或细径线材时,不会像电弧焊接般易有回熔的困扰;
(10)不受磁场所影响(电弧焊接及电子束焊接则容易),能精确的对准焊件;
(11)可焊接不同物性(如不同电阻)的两种金属;
(12)不需真空,亦不需做X射线防护;
(13)若以穿孔式焊接,焊道深一宽比可达10:1;
(14)可以切换装置将激光束传送至多个工作站。


北京华诺恒宇光能科技有限公司,成立于2002年,是专注于半导体、印制电路板、陶瓷电容、柔性线路板、LED微精密加工(纳米级)的高科技公司,在精密切割、打孔、微孔加工领域占据一定的市场份额,系高精度制造加工系统的*。北京华诺恒宇激光精密切割事业部的激光切割,主要专注于微观精密加工,因此致力于中小型功率的激光切割,在细微尺度、精密程度和切割质量等方面不断前进和追赶,我们的切割效果具有:热影响区域小,度高,边缘质量好,应用材料广等优点。我公司不仅在金属 陶瓷 蓝宝石可以进行精密切割和打孔,我们利用**的绿光和皮秒激光设备,在透明材料的加工方面具有丰富的经验,如,玻璃,钻石,石英,蓝宝石等等,激光可以通过改变焦点的位置来对此类透明介质实现高径深比的打孔、微孔加工、内切割,甚至三维立体加工,不仅改善了加工质量,较较大的提高了加工效率和良率。 我公司自成立以来,一直走在激光应用领域产品制造和创新的*。精密切割、打孔、微孔加工是激光微加工重要的一方面,其应用范围很广,包括金属打孔、微孔加工,陶瓷打孔、微孔加工,半导体材料打孔、微孔加工,玻璃打孔、微孔加工,柔性材料打孔、微孔加工等等,尤其是针对一些坚硬易碎或者弹性较大的材料,如硅,陶瓷,蓝宝石,薄膜等,其优势尤为明显。目前我公司激光打孔设备,能够实现高深径比的精密打孔、微孔加工,高效密集打孔、微孔加工,甚至三维打孔、微孔加工。我公司拥有**过30台包括紫外激光器,**快激光器,光纤激器,二氧化碳激光器等**进口激光精密切割打孔设备,以及配套的加工平台,公司还拥有包括3D显微镜,激光干涉仪,红外热成像仪,二次元等检测和分析工具。 我们的激光业务范畴包括前期的方案可行性研究和新制程开发服务、中期小规模试产和论证、后期的规模化量产业务外包等,为客户提供定制化、低成本和完善的**激光加工解决方案。
欢迎来到北京华诺恒宇光能科技有限公司网站,我公司位于拥有6项*遗产,拥有文化遗产项目数较多的城市,一座有着三千余年建城历史、八百六十余年建都史的历史文化名城,拥有众多历史名胜古迹和人文景观的中国“八大古都”之一 —北京。 具体地址是天津宁河丰台公司街道地址,负责人是张经理。
主要经营激光焊接。
我们公司在加工业内一直都是*,业绩遥遥良好,主营的加工 激光加工 等都经过了专业机构的认证和众多客户的**,真正的值得信赖!
本页链接:http://www.cg160.cn/vgy-50922406.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于北京华诺恒宇光能科技有限公司
商铺首页 |
更多产品 |
联系方式
北京华诺恒宇光能科技有限公司,成立于2002年,是专注于半导体、印制电路板、陶瓷电容、柔性线路板、LED微精密加工(纳米级)的高科技公司,在精密切割、打孔、微孔加工领域占据一定的市场份额,系高精度制造加工系统的*。北京华诺恒宇激光精密切割事业部的激光切割,主要专注于微观精密加工,因此致力于中小型功率的激光切..
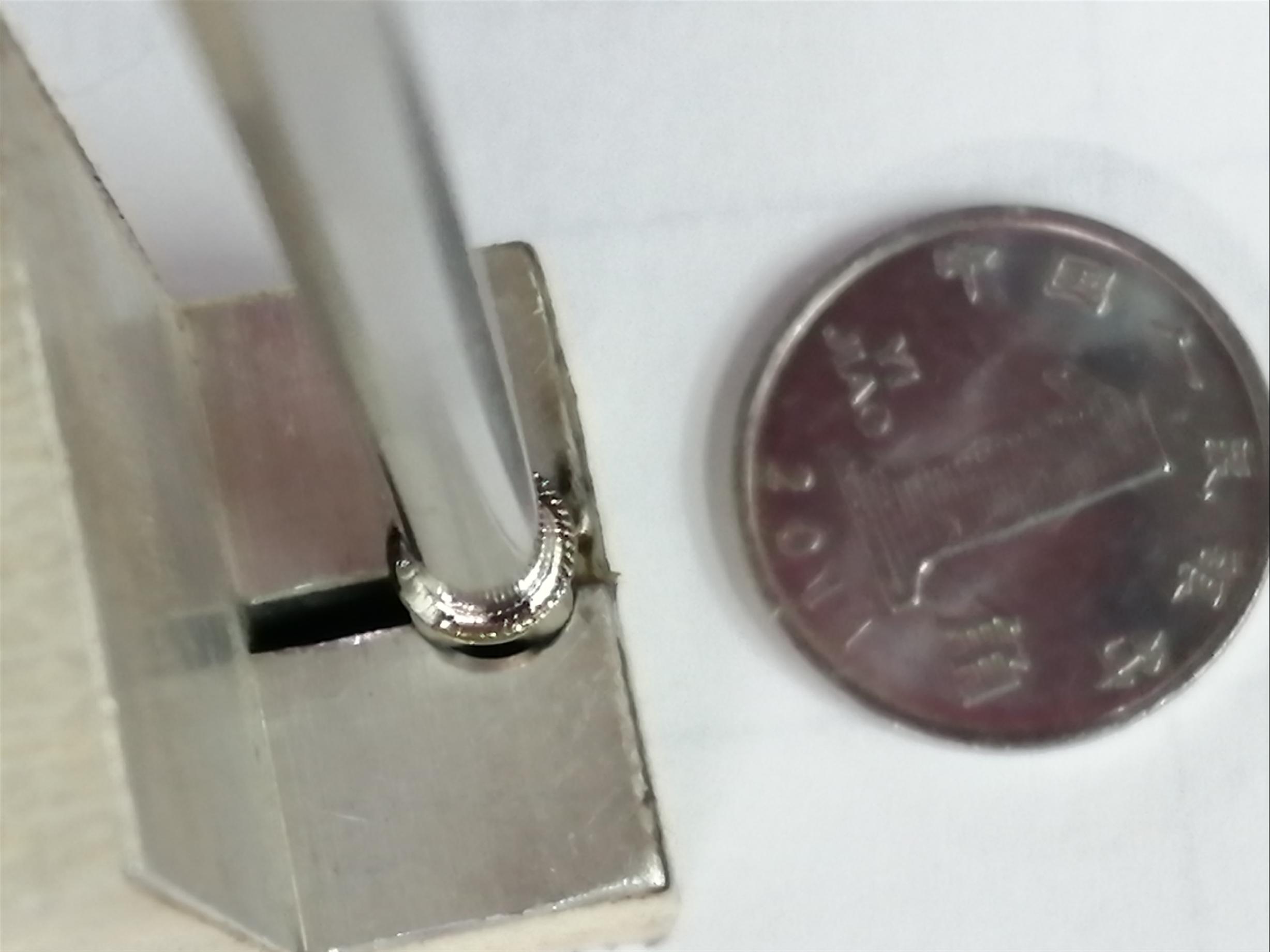
- 我要给“不锈钢毛细管钻床精密零配件精密激光焊接 欢迎致电”留言
- 更多产品












相关分类
- 药品加工
- 能源产品加工
- 纸加工
- 其他未分类
- 娱乐休闲产品加工
- 医疗器械加工
- 体育运动产品加工
- 成品鞋加工
- 保健用品加工
- 农副产品加工
- 安全、防护用品加工
- 纸品加工
- 办公文教用品加工
- 冶炼加工
- 家用电器加工
- 鞋材、鞋件加工
- 音像制品加工
- 石材加工
- 皮革加工
- 通讯产品加工
- 陶瓷加工
- 印刷加工
- 竹木加工
- 仪器仪表加工
- 化工产品加工
- 橡胶加工
- 纺织品加工
- 塑料加工
- 行业**设备加工
- 食品饮料加工
- 书刊印刷加工
- 汽摩配件加工
- 玩具设计加工
- 金属加工
- 饰品加工
- 交通运输产品加工
- 五金工具加工
- 建材加工
- 玻璃加工
- 家居用品加工
- 喷涂加工
- 家电数码加工
- 包装产品加工
- 机械加工
- 激光加工
- 环保设备加工
- 模具加工
- 工艺礼品加工
- 服装加工
- 服装服饰加工
- 机械零部件加工
- 纺织加工
- 商业印刷加工
- 电子加工
- 包装印刷加工
- 电脑产品加工
- 服饰加工
- 电工电气产品加工
- 生活印刷加工
- 包装加工
- 卡类印刷
- 办公用品加工
- 特种印刷
- 安全防护用品加工
- 产品印刷加工






