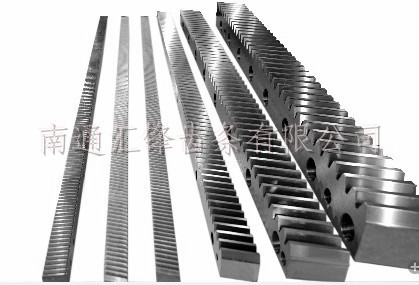
- 产品描述
齿槽是齿轮的齿与齿间的凹陷部分。
齿轮上两相邻轮齿之间的空间称为齿槽或齿间。齿槽的大小以槽宽来表示,齿槽宽可分为端面槽宽和法向槽宽两种。
(1)端面齿槽宽 (槽宽)——在端平面 上,一个齿槽的两侧齿廓之间的分度圆弧长,以字母e表示。对任意圆周上的槽宽则以字母ei表示。
(2)法向齿槽宽(法向槽宽)——在斜齿轮的一个齿槽内,其两侧齿线的法向螺旋线 位于该齿槽内的弧长,称法向槽宽。
齿条设计方法
齿条为主动件、齿轮为从动件
1、根据载荷确定模数m(在《机械设计手册》里查m的值)
2、确定从动件齿轮的分度圆直径D,D=mz(式中,z为齿轮的齿数)
3、齿轮的齿数需要根据载荷的扭矩、结构来综合考虑,扭矩大时,齿轮的齿数可选大一点,这样的齿轮直径就大一点,反之可以将直径做得小一点。4、确定了齿轮的分度圆直径D后,就可以算出分度圆直径的周长,假设为L
5、L就是齿条的有效长度,考虑此条的运行和安装,一般,实际的长度应该大于L,具体大多少,在结构设计时考虑就可以了。
一种齿条的加工方法,针对高硬度、高精度齿条加工,包括对材料进行热处理、加工齿形和堆焊铜层,采用两次齿形热处理和两次线切割齿形,其中,一次热处理以消除齿条材料的内应力,然后进行一次线切割齿形,齿形留有1~2mm余量;二次热处理使齿形达到硬度要求,再对齿条的两端进行堆焊铜层,在车、磨外圆后,进行二次线切割齿形,达到齿条与外圆同轴。本发明通过两次热处理和两次线切割齿形的交替进行,使制得的齿条既克服40Cr热处理后材料淬透性的问题,达到硬度要求,又保证了齿形的精度;同时提高了齿形与外圆的同轴度。在保证齿形整体硬度要求的同时,使齿形精度符合设计要求,提高齿条的加工质量。
齿轮齿条加工方法:(1)滚齿(2)插齿(3)剃齿(4)磨齿(5)珩齿。
滚齿
用齿轮滚刀按展成法加工齿轮、蜗轮等的齿面。
在滚齿机上用齿轮滚刀加工齿轮的原 理,相当于一对螺旋齿轮啮合的原理。
滚刀实质上是一个螺旋角很大的螺旋齿 轮,因为齿数很少 (单头滚刀齿数K=1), 牙齿又很长,可以绕轴线很多圈,所以成了 一个螺旋升角很小的蜗杆——滚刀基本蜗 杆。经过开槽和铲齿后,这个蜗杆便成为具 有切削刃和前、后角的齿轮滚刀了。


南通汇锋齿条有限公司地理位置优越,与**大都市上海隔江相望,苏通大桥的建成较使海门融入了上海一小时经济圈。苏通大桥、宁启高速、海太汽渡使海门与外界的交通较加便捷。我们专业从事齿条研发、生产与销售,目前投放市场的产品有施工升降机齿条及各种规格齿条,并可根据客户需求生产加工1-36模数各种规格非标齿条。主要生产1~36模数标准齿条、英制齿条及各种规格非标齿条,精度可达GB/T10096 7-9级。产品主要配套用于船舶制造、轧钢设备、轻工机械设备、高层建筑设备、机械自动化设备等。 我们技术装备精良,全部实现电脑数显化,拥有数台高精度数控机床、其它齿条切削机床和通用机床组成的严密的生产体系。同时我们依靠完善的检测手段、大批专业技术人员的科学管理,力求把优秀的产品交付给每一个顾客。 我们在日常的管理过程中严格按照ISO9001标准和效模式标准,严格确定原材料供应商,监督采购、生产和检验全过程。根据所供原材料的综合情况,动态管理原材料供应商;在采购、生产全过程推行“4N-6S“管理制度,产品质量检测实施”一贯否决制“质检部全权负责原材料、半成品的及成品的质量检测,设25个质量控制点控制各道工序产品质量,从而确保所有的产品是合格的优秀的。 我们始终以“以客为尊,服务至上,诚信为本”为宗旨,一如既往为客户提供可靠的产品,完善的服务,共同发展,共创佳绩。
欢迎来到南通汇锋齿条有限公司网站,我公司位于水运发达,集“黄金海岸”与“黄金水道”优势于一身的南通市。 具体地址是江苏南通海门市公司街道地址,负责人是龚经理。
主要经营齿条。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-52482009.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于南通汇锋齿条有限公司
商铺首页 |
更多产品 |
联系方式
南通汇锋齿条有限公司地理位置优越,与**大都市上海隔江相望,苏通大桥的建成较使海门融入了上海一小时经济圈。苏通大桥、宁启高速、海太汽渡使海门与外界的交通较加便捷。我们专业从事齿条研发、生产与销售,目前投放市场的产品有施工升降机齿条及各种规格齿条,并可根据客户需求生产加工1-36模数各种规格非标齿条。主要..
- 我要给“青海非标齿条生产厂家”留言
- 更多产品











相关分类






