- 产品描述
瓶子在进行装时,瓶子的温度接近室外不容易产生水珠了,但是也是需要将瓶身的水吹干,配置全自动的吹干系统将瓶子吹干,吹瓶机采用双排对组吹水风道,集中对瓶身部分清洗,下方搭载螺旋高压风机,为风道提供月月不断的风力。
全自动果汁饮料生产线原料选择:
选用完全成熟、新鲜、风味好、汁液丰富、无病虫害的鲜果,成熟度不够的要经过后熟。
全自动果汁饮料生产线原料预处理
1、清洗。原料选好后用清水洗刷去毛?清洗净后再放在1%溶液或洗涤剂溶液中漂洗,除去残留农药,再放在清水中漂洗,沥干。
2、切半去核。用切半挖核机进行。3、浸泡护色。切半挖核后的原料放入0.1%。抗坏血酸和柠檬酸的混合溶液中浸泡护色。
3、加热打浆:果块在90℃-95℃下,加热3-5分钟,促使软化,通过孔径0.5毫米的打浆机打浆,除去果皮。
全自动果汁生产线 调配:经过上步处理后的果浆为了增加风味需进行调整。调整时加入砂糖、柠檬酸和L-抗坏血酸等配料。其比例为桃肉浆100公斤,27%糖液80公斤、柠檬酸0.45公斤、L抗坏血酸0.07-0.2公斤。
果汁生产线 均质脱气:均质是为了使果汁悬浮的果肉颗粒分裂成更小的微粒而均匀地分散于果汁中,增加果汁的稳定性,防止分层。均质的方法是将粗滤的果汁通过高压均质机,使果汁中的果肉颗粒和胶体物质在高压下通过直径为0.002-0.003毫米的小孔而成为更细小的微粒。生产上一般采用130-160公斤/平方厘米的均质机。
另外还可采用胶体磨进行均质。当果汁流经胶体磨间隙为0.05-0.075毫米的狭缝时,果汁中的果肉颗粒因受到强大的离心力作用而相互冲击摩擦,从而达到均质的目的。果实在榨汁时假如氧、氮和二氧化碳等气体,其中,氮能引起维生素C和色素等物质氧化,因此,必须进行脱气。
全自动果汁生产线灌装:果汁加热至100℃以上,瞬时125℃以上,只需6-7秒。立即趁热装罐。
全自动果汁生产线 后道:旋紧瓶盖,将罐倒置一分钟。密封后迅速分段冷却至38℃左右,然后入库贮存。质量合格的果茶成品呈粉红色或黄褐色,允许带暗红色,液汁均匀混浊,长期静置后有微粒沉淀,具有桃汁风味,无异味,可溶性固形物达10%-14%。
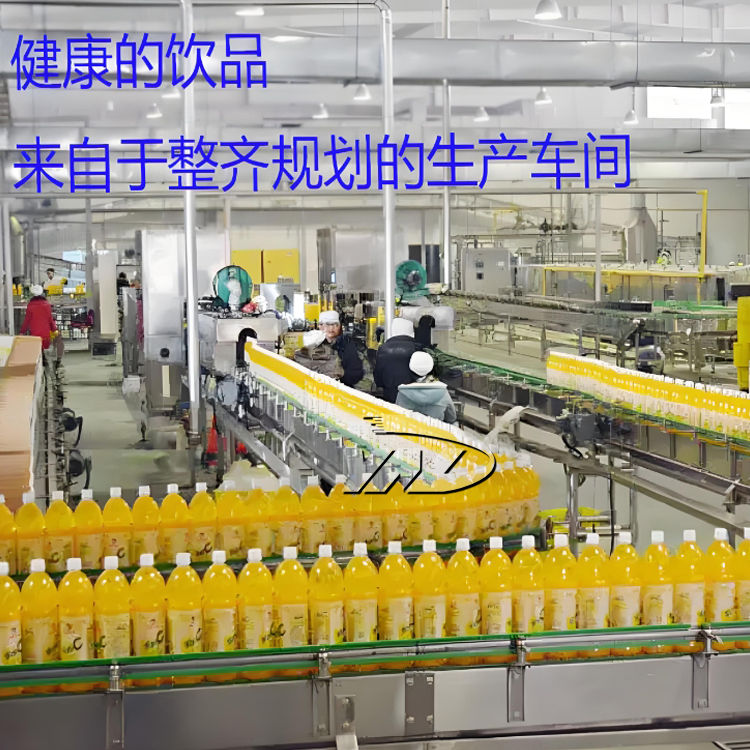
果汁饮料生产线中的包装机:塑料膜的包装机,根据种类可分为两种:半自动和全自动两种,半自动的膜包机的优势在于,设备投资比较低,同时多种瓶型使用起来也比较方便。使用的方式,人工将瓶子或者罐子摆好位置,在确定排好位置以后,打开操作按钮进行塑料膜的包装。半自动的确定主要在于需要人工摆放瓶子,产量相对比较低一点。比较半自动程度更高的设备是全自动的膜包机,全自动膜包机的优点在于,无需人工操作,在输送上的瓶子或者罐子,直接可跟全自动膜包机进行对接,全自动的膜包机的优势在于速度比半自动高更多,同时无需人工的操作,使用产量比较高或者需要减少人工的客户投资。
果蔬汁饮料生产线采用鲜果做成的果汁,根据青汁和浊汁来考虑,青汁很多时候采用螺旋榨汁,榨汁过程内容物混入的比较少。果汁会比较清澈。如果做浊汁,为了让很多内容物析出,采用打浆方式能比较好的保存好较多的物质。
果汁饮料通常需要保存移动时间,会达到半年一年。在完成调配工序后需要对齐进行,根据需要的要求选择对应的设备和时间,也可根据类型分为;UHT机、板机、管式机。材质均质采用304不锈钢。可根据时间和温度进行定制。



苏州市伊能达机械有限公司是从事饮用桶装水生产设备,饮料灌装设备厂家,饮料灌装机械厂家,大桶水灌装机厂家,公司有20余年生产实践的经验,并吸收国内外技术,不断完善自身产品,在用户中享有的声誉。目前生产有:0.5-50T/H成套水处理设备、2000-25000瓶/小时矿泉水、纯净水、含气饮料成套灌装、热收缩膜包装成型生产线;50-1200桶五加仑桶装生产线;2000-25000瓶/小时醋、酱油、酒类灌装生产线;2000-25000瓶/小时果汁、果茶、植物蛋白饮料成套生产线。
公司以“诚实、诚心、诚恳、诚意”为企业精神;以“高科技、量、高品位”为企业生命线;以科技为永恒的企业理念;以完善的售后服务满足客户的需求,同时已提出并实施了向“多品种、高技术、大型化、成套化”方向发展的战略。
公司规范的质量监控体系是产品赢得用户,市场的重要。产品上的关键零部件都建立了数据跟踪和数据分析系统,主要元器件均采用进口,提高了产品的性。制造已成为公司每一个成员的工作原则。
科源愿与您携手共进,为美好的未来做出不懈的努力,欢迎各位前来我公司莅临指导。
公司质量方针:客户的需求和满意,是我们不懈的设计和追求!欢迎来到苏州市伊能达机械有限公司网站,我公司位于园林景观其独特,拥有 “中国园林之城”美称的苏州市。 具体地址是江苏苏州张家港市公司街道地址,负责人是朱亚玲。
主要经营饮料生产设备是指用于制造各种饮料的设备|一般由许多设备组成生产线加工各种饮料|如水处理设备、冲瓶机、灌装机、封口机、杀菌设备、CIP就地清洗机、过滤设备、包装设备等等。。
公司主要供应过滤 产品加工机械 封罐机 等产品,产品质量优等,绝对满足客户的专业要求!有需要的厂家或个人,可以来电咨询!
本页链接:http://www.cg160.cn/vgy-123421898.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于苏州市伊能达机械有限公司
商铺首页 |
更多产品 |
联系方式
苏州市伊能达机械有限公司是从事饮用桶装水生产设备,饮料灌装设备厂家,饮料灌装机械厂家,大桶水灌装机厂家,公司有20余年生产实践的经验,并吸收国内外技术,不断完善自身产品,在用户中享有的声誉。目前生产有:0.5-50T/H成套水处理设备、2000-25000瓶/小时矿泉水、纯净水、含气饮料成套灌装、热收缩膜包装成型生产线;50..
- 我要给“揭阳酵素饮料生产线定制 节约时间”留言
- 更多产品