- 产品描述
《MST刀具:切削领域的之选》在现代工业生产中,刀具作为关键的工具之一,其性能的优劣直接影响着生产效率和产品质量。而MST刀具,以其的品质、**的技术和的应用,成为了切削领域的一颗璀璨**。MST刀具,着高精度、*率和高可靠性。它由专业的团队设计和制造,融合了**的材料科学、精密加工技术和创新的设计理念。无论是在金属加工、航空航天、汽车制造还是模具加工等领域,MST刀具都展现出了非凡的实力。首先,MST刀具在材料的选择上较为严格。采用的硬质合金、高速钢等材料,经过特殊的热处理工艺,使其具有较高的硬度、强度和耐磨性。MST刀具提供多种尺寸和切削刃材质选择,以满足不同加工需求。上海建泽代理日本MST刀具车铣复合刀柄
成形铣刀是根据工件的成形表面形状而设计切削刃廓形的所用成形刀具,有尖齿和铲齿两种类型。前者与一般尖齿铣刀一样,用钝后重磨刀齿的后刀面,其耐用度和加工表面质量较高,但因后刀面也是成形表面,制造与刃磨都比较困难。后者的齿背(后刀面)是按照一定的曲线铲制的,用钝后则重磨前刀面(平面),比较方便。所以在铣削成形表面时,多采用铲齿成形铣刀。设计和使用成形铣刀的关键在于每次重磨后,要求刀齿的切削刃形状不变和具有适当的后角,且要工艺性好,制造、刃磨简单。上海建泽代理MST刀具加热机MST刀具的刀具设计符合人体工程学原理,提供舒适的使用体验。
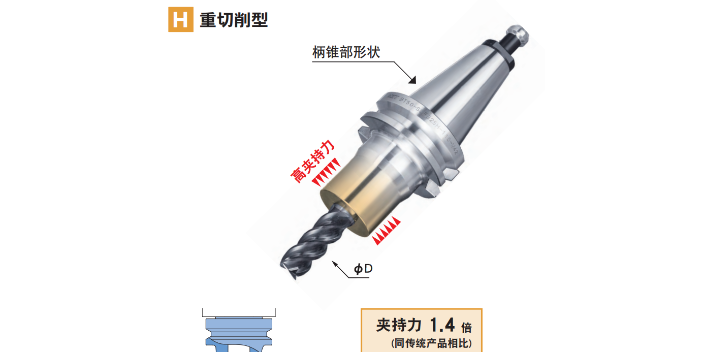
在加工现场,会有铁粉以及油污混合的杂质,无论怎么擦拭都无法彻底清理干净,如果内径没有槽的话,生成的油膜容易使刃具在刀柄中发生打滑并且会使夹持力降低到1/2以下。槽的尺寸也很重要,过小发挥不了效果,过宽会使刃具柄部损伤,导致在使用过程中出现问题。例如:300kg·m夹持力的刀柄,刃具柄部每1cm2约会承受2ton的压力。以往滚针锁紧方式的刀柄内壁比较薄,虽然夹持力比较大,但本体刚性不好,容易出现掉刀的现象。近来内壁厚10mm的刀柄成为主流产品,这样不但保证了夹持力,同时也增强了刚性。刀柄成本虽然只占加工成本的很小一部分,但对生产率和成本效益有很大影响。
当提高切削参数时,往往容易注意力放在夹持力的问题上。通常大家都知道在切削条件中很影响加工效率的是进给,但往往不知道很影响进给的是跳动精度。而且,发生振刀时,往往容易想到刀柄的刚性问题,但其实,因刀柄跳动精度过大而引起刃具部分振刀也是很重要的原因之一。滚针锁紧方式强力刀柄的端口部有夹紧力减弱的倾向,特别是用直筒夹套夹紧小径刃具时容易出现问题。为了解决这个问题,我们认为在刀柄内径深处开恰当的狭缝是比较好的方案,狭缝可以使本体部位均匀收缩,收缩量增大,跳动精度也变得较好。MST刀具适用于各种切削液和冷却方法,以优化加工过程和提高刀具寿命。
为了保证刀柄性能,必须维持整体环境的清洁。刀柄需在微米公差范围内工作,任何污垢、灰尘、油、切屑或者其他污染物如果残留在主轴,刀柄锥面和**夹紧系统上都会引起差的T.I.R.( 径向跳动),从而导致刀具、刀柄和机床主轴的过早磨损。建议作定期的预防性保养,包括对机床主轴和刀柄定期的清洗和检查,这将会有助于改善加工性能。同时建议对刀柄总成的T.I.R. 进行定期检查来验证刀柄是否磨损。需要使用特定的工具组装设备正确组装刀柄总成,从而保持生产车间的安全并防止切削刀具的过早损坏。合理保养和使用刀柄是提高机床生产效率、减少停机时间并减少不合格工件数的很经济有效的方式。通过高振动精度、高刚性保持,可实现刀具寿命的稳定与延长。上海建泽代理日本MST刀具高精度筒夹刀柄
MST刀具提供个性化的刀具定制服务,满足客户特定的加工要求。上海建泽代理日本MST刀具车铣复合刀柄
其二,MST刀具的涂层技术也是其一大亮点。**的涂层不仅能够提高刀具的硬度和耐磨性,还能降低摩擦系数。减少刀具与工件之间的粘附,从而提高切削质量和刀具寿命。MST刀具采用了多种**的涂层技术,如TiN、TiAlN、AlCrN等,这些涂层具有不同的性能特点,可以满足不同加工需求。例如,TiN涂层具有良好的耐磨性和抗氧化性,适用于一般的切削加工;TiAlN涂层则具有较高的硬度和耐热性,适合高速切削和干式切削;AlCrN涂层则在高温下具有出色的稳定性,上海建泽代理日本MST刀具车铣复合刀柄


上海建泽机械技术有限公司成立于2005年7月,是一家以技术型为导向集销售和技术服务为一体的专业的数控机床营销公司, 海建泽机械技术有限公司目前为匠泽TAKUMI 高速机 、石墨机 、 加工中心华东地区总代理,仓敷、绮发、日本大隈(OKUMA)、亚崴AWEA、MST刀具(日本)、五轴 大前KEN专职代理, 同时公司为国内的机械和模具行业提供转型、升级及技术改进提供技术咨询、包括设备选型、后期生产应用及效率提升等一整套服务和建设性一体化的解决方案,帮助客户创造**!
欢迎来到上海建泽机械技术有限公司网站,我公司位于历史文化悠久,近代城市文化底蕴深厚,历史古迹众多,有“东方巴黎”美称的上海市。 具体地址是上海闵行公司街道地址,负责人是薛建明。
主要经营五轴加工中心 |高速加工中心|MST刀具和在线测量|机床周边辅助软件 。
单位注册资金:人民币 50 万元 - 100 万元。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-123043345.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 产品推荐
- 成套柜装配流水线 石家庄自动化厂家 天津-陶瓷膜系统供应商 佛山番茄酱粘度计 宜春气胎离合器直供 尺寸没有严格的限制-适应性广 自动化包装线流水线 河北输送设备流水线 玉溪气胎离合器厂家 寿命长-耐磨性好 延边导套公司 液压凿岩机配件 巷道掘进 锦州回油蓄能器供应 新乡冲洗头型号 江西隧矿 锚固施工 基础锚固施工 海北流动式粘度计 志昇汞灯UV固化干燥机 盐城三棱套
- 相关文章
- 中国台湾大前LINMAX系列五轴加工中心旋转中心参数 欢迎来电 上海建泽机械供应西班牙五轴加工中心和三轴加工中心区别 欢迎咨询 上海建泽机械供应汽车零件五轴加工中心撞机找上海建泽 欢迎来电 上海建泽机械供应上海建泽代理MST刀具强力铣刀柄 欢迎来电 上海建泽机械供应上海建泽代理日本MST刀具车铣复合刀柄 欢迎咨询 上海建泽机械供应上海建泽代理日本MST刀具加热刀柄 欢迎咨询 上海建泽机械供应Focus5定柱式高速龙门五轴加工中心上门维修 欢迎咨询 上海建泽机械供应高稳定性TORQUE天车式高扭矩高速龙门五轴加工中心供应商 欢迎咨询 上海建泽机械供应箱中箱对称设计TORQUE天车式高扭矩高速龙门五轴加工中心 欢迎来电 上海建泽机械供应中国台湾TORQUE天车式高扭矩龙门五轴加工中心哪家好 欢迎来电 上海建泽机械供应LinmaxB天车式双横梁高速龙门五轴加工中心上门维修 欢迎咨询 上海建泽机械供应高稳定性中国台湾大前Focus5定柱式高速龙门五轴加工中心 欢迎来电 上海建泽机械供应
- 我要给“上海建泽代理日本MST刀具车铣复合刀柄 欢迎咨询 上海建泽机械供应”留言
- 更多产品

汕头墙体写字广告 粮油调味户外墙体喷绘广告 景区外墙彩绘

泉州手绘墙体广告 休闲零食墙体喷绘广告安装 手工墙体画

石碣光伏清洗机器 中山市鑫隆综合能源服务供应

湿海绵孔检漏仪 型号:DXS6-SJ-6

兰陵油漆B52-12单组份丙烯酸面漆 建筑金属屋面彩钢瓦钢结构丙烯酸油漆
26537-19-926537-19-9
杨浦区省电电地暖厂家哪家好 欢迎咨询 上海建滔新材料科技供应

成都不锈钢风管配件 真诚推荐 成都瑞琮环境科技供应
四川有声资源云图有声销售 抱诚守真 四川云图信息技术供应
淮安美国空派收费标准 上海塞亚供应链管理供应

汕尾废水处理 论文 深圳市金创环保工程供应







