
- 产品描述
2.避免过载滥用机器设备将会造成机器零件的过载。过量的负荷也许不是刻意的,但却容易发生。这是因为管件弯曲所需要使用的扭矩大于机器原设计的扭矩范围。确认机器运作中的负荷量,以避免机器组件负荷过载,否则它将会影响机器的使用寿命与操作人员的安全。警告!它的弯曲能力是可弯曲一般铁管的抗拉系数40Kg/cm2为标准。请务必遵守这些技术规格,否则将会导致机器严重受损。3.安全培训通过专业的岗前培训与考核可以避免生产过程中可能出现的意外伤害或将其降至非常低的程度。安全训练方案必须由**与管理人员监督指导。管理者必须在他们所有的工作责任范围里保持对安全作业的敏感度。为了达到非常好的的保护效果,南通双头弯管机设备制造,适当的培训是必要的。平时应灌输员工对工作环境与机器运作的安全观念,并将模具安装指导、安全装置与操作方法与个人的安全等重要规则,关注于个人的安全意识里。*三节:电力的安全措施1.绝缘体电路总存在接头连接处,切勿碰触!如果一个外部的辅助电源电线插座已经装配完,也是不允许碰触的,只允许专业的人员去开启电力的附件。2.在使用机器之前,南通双头弯管机设备制造,所有变压器的电压改成适合机器运转当地所供应的电压。警告!在机器从制造商发出之前,南通双头弯管机设备制造。铝型材:建筑装饰用各种异型材料及阳台栏杆、扶手等。南通双头弯管机设备制造
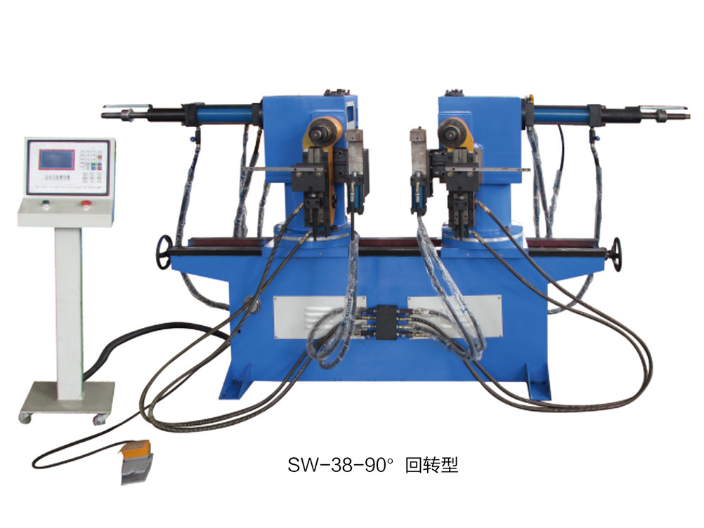
通过确定合理的支点和受力点并施加弯曲力矩,使钢管发生塑性变形,从而实现钢管的冷弯曲。下模位于弯管机的前部,由液压缸将其悬挂在机架上呈浮动状态。弯管时,下模上升使钢管受弯,因下模上升而产生的作用力是弯管时的主动力。上模吊挂在机架中部,弯管时上模和机架贴紧,起支点作用。夹具位于弯管机的尾部,弯管时能将钢管一端卡紧,同时又能适应钢管因轴线挠曲而发生的角度变化。当下模上升时,钢管横向受力和梁受弯状态相同。上模中心和夹具均受支座反力,下模上升给钢管施加的力逐渐增大到某一值时,下部管壁上的拉伸应力达到钢材的屈服极限,于是钢管产生塑性变形而弯曲。液压弯管机结构设计1.下模下模工作时向上运动,对钢管施加向上的推力。由于下模4个支点都是铰链结构,每个铰链均与液压缸相连,所以下模在弯管时的向上运动,不是简单的直线运动,而是随钢管的弯曲向上作弧线运动。作弧线运动的目的是为了使钢管与下模之间不发生相对位移,从而保证钢管底面上受力均匀,不致把钢管挤扁。2.上模上模为箱式结构,固定在支架总成上。上模是弯管时的中间支点,也是钢管弯曲成形的胎具。弯管作业时,上模不运动,上模的几何尺寸对于弯管的成形角度和成型质量关系很大。南京数控弯管机分类较小弯曲半径:不受设备限制,只受材料本身冷弯性能限制,在材料力学允许的情况下不限。
数控弯管机的制作原理:数控弯管机对于家具制作,汽车配件行业都有应用,可以把钢管弯成我们需要的任何角度,而且操作起来特别的简单方便。数控弯管机采用触荧幕加数控模组,对话式操作,程式设定简便容易。床身结构稳固,不易变形。每一档可设定16个弯管角度,记忆体可储放16组档案。俱慢速定位功能,弯管角度稳定,重复精度达±°数控弯管机是将一根直的玻璃管弯制成螺旋灯管或宝塔形螺旋灯管。直的玻管在火头上边加热、边旋转,使玻管需弯曲的部位均匀地加热,同时在灯管上接管加压,使灯管内的空气压力稍**外部的压力,这样玻管在加热过程中不会弯曲下坠和内凹。玻管加热至暗红色,弯曲的内芯模具上移至玻管的位置,使玻管进入到模具**部的凹槽内,然后内芯模作螺旋上升,玻管就能顺着内芯模的内凹螺旋槽作相对旋转,玻管两端夹头同时向里送料。数控弯管机送料的速度应稍大于内芯模旋转的切线速度。等到玻管完成螺旋弯曲后,玻管两端的夹头渐渐后退,使弯制后的玻管的螺旋形状完全符合内芯模螺旋形状,稍作停留,使玻管冷却硬化,内芯模旋转退出,螺旋玻弯管制作完成。弯管机的工作模式弯管机是一种新型的具有弯管功能及起**功能的弯管工具。
而“多管一模”,就是同一直径规格的管子应尽量采用同一种弯曲半径,也就是使用同一套模块弯制不同形状的管形,这样才有利于减少模块数量。弯曲半径导管弯曲半径的大小,决定了导管在弯曲成形时所受阻力的大小。一般来说,管径大弯曲半径小,弯曲时容易出现内皱和打滑现象,弯曲质量很难保证,所以一般选用弯管模的R值为管子直径的2-3倍为好。弯曲成形速度弯曲成形速度对成形质量的主要影响为:速度太快,容易造成导管弯曲部分的扁平,圆度达不到要求,造成导管的拉裂、拉断;速度太慢,容易造成导管的起皱和压紧块打滑,大管径的管子易形成导管弯曲部分的下陷。针对这两台数控弯管机上大量的试验,将导管的弯曲速度确定为机器弯曲速度的20%-40%为宜。芯棒及其位置芯棒在弯曲过程中主要起着支撑导管弯曲半径的内壁防止其变形的作用。国产管材在机床上弯曲成形若不使用芯棒,其质量难以保证。芯棒的形式有很多种,如柱式芯棒,万向单、双、三、四球头芯棒,定向单、多球头芯棒等。另外,芯棒的位置对导管弯曲成形也有一定的影响:理论上,它的切线应与弯管模的切线平齐,但经过大量的试验证明,提前1~2mm较好,此时弯管质量比较理想。当然,提前量太大。全自动和半自动折弯机种类繁多,可以为用户提供较大的灵活性,因此受到欢迎。
数控弯管机上存在的潜在危险区域--弯管机的大部分潜在危险区域分布于:1.弯曲手臂的总移动行程,这个区域在弯曲手臂的活动范围与固定手臂、弯曲手臂之间是特别危险的。2.模具运动范围。3.弯曲角度选择器的区域。4.在机头**之管件装卸与管件回旋的运动空间。在这些危险区域,每一个均已一个一致的安全标记来定义,请参阅其说明说在弯管机图示的危险标志区域。*二节:弯管机的使用以人性化且聪明的方法来使用弯管机是较度重要的。操作员与模具安装人员的安全如同机器的使用寿命一样是很重要的。适当的使用和维修保养机器,将会使机器的使用寿命增加。然而,不正确的使用会导致意外发生,将会有严重的危险。错误的使用弯管机也许不是刻意的,但会加速机器零件的磨损与各项功能的退化。在机器的弯曲臂旁有一安全护板,若有工作人员进入弯曲臂的动作范围内,在弯管臂夹住工作人员的瞬间,弯管臂会急停,荧幕会显示报警,以防止人员被严重夹伤。当机器处在紧急状态中时,你可以按压紧急停止钮来中断电源,以防止危险事件的发生。在危险消除后,你需要重新开机。在重新开机以前请确保电源是否已经打开。1.紧急停止钮的位置在操作面板上:按此按钮时会停止所有电机与伺服的电源。如果需要高速弯管操作,那么手动弯管机可能不是一个合适的选择。温州单头液压弯管机类型
铜材:方管、圆管、型材、椭圆管及异型管等。南通双头弯管机设备制造
上模的曲率半径是按照钢管冷弯所能达到的角度设计出来的。在机架上部安装圆弧齿圆柱蜗杆减速器和由液压马达驱动的卷扬机。夹具底座通过连接板与机架总成连接,用于夹紧钢管。3.夹具夹具主要是在弯管时起到支点的作用。为了能适应钢管轴线因弯曲而发生的角度变化,夹具的下部都是铰接的。由于弯管作业不是一次完成的,每次作业只能在钢管较小的长度上产生一个微小的弧度。因此在连续作业时,后支点的位置需相应升高,才能适应带弧度管段的工作位置。为此,在夹具的下面安装了一套液压推动的斜铁滑块装置,受力时能够起到自锁的作用。4.液压系统液压系统主要由油泵、组合换向阀、液动机、管路及滤油器、油箱等组成。液压回路为开式,由发动机输出轴直接驱动。整机安装了一个安全溢流阀以控制系统的工作压力,并可根据弯制不同钢管工况的需要来调节。液压油箱容积根据机型而定,在环境温度和使用温度较低时,可选用粘度较低的液压油。液压工作装置采用手动换向阀操作。本机采用柱塞式变量油泵,它由发动机直接驱动,是液压系统的动力源。5.内胎内胎由爬行装置和张紧装置等组成,在内胎液压马达的驱动下可在钢管内爬行,内胎模块在液压缸的作用下**住钢管内壁,防止钢管弯曲过程中的异常变形。南通双头弯管机设备制造
张家港市毛毛机械有限公司主要经营范围是机械及行业设备,拥有一支专业技术团队和良好的市场口碑。张家港毛毛机械致力于为客户提供良好的CNC数控弯管机,半自动切管机,单头倒角机,单头液压弯管机,一切以用户需求为中心,深受广大客户的欢迎。公司从事机械及行业设备多年,有着创新的设计、强大的技术,还有一批专业化的队伍,确保为客户提供良好的产品及服务。张家港毛毛机械立足于全国市场,依托强大的研发实力,融合*的技术理念,及时响应客户的需求。

张家港市毛毛机械有限公司,占地面积6000平米,是管材加工机械的专业生产公司。公司具备雄厚的设计开发能力,拥有高精密的生产检测设备,在多年生产基础上,精益求精,不断改进创新,公司为汽车、摩托车、体育健身器材、钢管家具、旅游休闲用品、水暖卫浴等行业的金属管类制品的加工提供了成套的机械设备,并替代了进口。公司在全国形成了售前、售后规范化的营销服务网络,为新老客户提供快捷的服务。公司遵循以科技为先,质量为中心,客户满意为目标的宗旨,以精诚合作的态度和广大用户共同创造辉煌灿烂的明天。
欢迎来到张家港市毛毛机械有限公司网站,我公司位于园林景观其独特,拥有 “中国园林之城”美称的苏州市。 具体地址是江苏苏州张家港市公司街道地址,负责人是陈小均。
主要经营CNC数控弯管机|半自动切管机|单头倒角机|单头液压弯管机。
单位注册资金:人民币 10 万元 - 30 万元。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-91192018.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 产品推荐
- 银川新型回转窑密封型号 易于维护和保养 摩擦系数小 江门弹簧支吊架_可变弹簧支吊架安装_弹簧支吊架应用 德国ina轴承_RASE60-XL_现货库存直发 深圳高载荷复合滚轮轴承用途 常州驰振轴承制造供应 轴承ina_GLCTE17-XL GLCTE25-XL_品牌专业供应商 沧州回转窑密封装置规格 稳定性能好 摩擦系数小 浙江UCUP210NTN轴承零售 服务至上 三久供应 上海ina轴承代理_PASEY12-XL PASEY25-XL_大量现货直发 杭州机械控制柜 值得信赖 杭州渊博五金机械供应 浙江4T-453XNTN轴承重量 诚信为本 三久供应 宁波订制铜雕刻屏风 铜制隔断 上海防风保暖帘购买 无锡奥轩科技供应
- 我要给“南通双头弯管机设备制造 张家港市毛毛机械供应”留言
- 更多产品
浙江太阳能信号灯批发厂家 深圳市酷驼科技供应

昌邑怎样*推广优势 诚信互利 潍坊亿企赢信息科技供应

鱼缸定时插座销售 宁波高新区新诚电子供应
河北哪里有干粉砂浆生产线哪里有卖的 服务为先 苏州一工机械供应

河南哪里有干粉砂浆生产线标准 服务为先 苏州一工机械供应

TI代理商UCC3961D 深圳市特克电子供应

徐州小型圆盘拨料器装置 服务为先 徐州三原环境工程供应

动力美式变电站图片 服务为先 纬能特变电力设备供应

惠州快速除甲醛治理 服务至上 广州绿盛环保科技供应

河南专业生产纯水设备维护 诚信经营 东莞市裕隆环保科技供应

安顺月子中心这么多店选哪个 贵州金丝巾大健康产业供应







