- 产品描述
而“多管一模”,就是同一直径规格的管子应尽量采用同一种弯曲半径,也就是使用同一套模块弯制不同形状的管形,这样才有利于减少模块数量。弯曲半径导管弯曲半径的大小,决定了导管在弯曲成形时所受阻力的大小。一般来说,管径大弯曲半径小,弯曲时容易出现内皱和打滑现象,弯曲质量很难保证,所以一般选用弯管模的R值为管子直径的2-3倍为好。弯曲成形速度弯曲成形速度对成形质量的主要影响为:速度太快,容易造成导管弯曲部分的扁平,温州多功能弯管机分类,圆度达不到要求,造成导管的拉裂、拉断;速度太慢,容易造成导管的起皱和压紧块打滑,大管径的管子易形成导管弯曲部分的下陷。针对这两台数控弯管机上大量的试验,将导管的弯曲速度确定为机器弯曲速度的20%-40%为宜。芯棒及其位置芯棒在弯曲过程中主要起着支撑导管弯曲半径的内壁防止其变形的作用。国产管材在机床上弯曲成形若不使用芯棒,其质量难以保证。芯棒的形式有很多种,如柱式芯棒,万向单、双、三、四球头芯棒,定向单、多球头芯棒等。另外,芯棒的位置对导管弯曲成形也有一定的影响:理论上,它的切线应与弯管模的切线平齐,但经过大量的试验证明,温州多功能弯管机分类,提前1~2mm较好,此时弯管质量比较理想。当然,温州多功能弯管机分类,提前量太大。钢型材:圆管、方管、槽钢、角钢、工字钢、扁钢等。温州多功能弯管机分类
应由调整者自已按动按钮进行调整。绝不可一人在机床上调整,另一人在控制柜上操作。5、调整机床或开空车时应卸下芯杆。6、液压系统压力不可大于14Mpa。7、手动调整侧边油缸速度时转臂应旋转至≥900时进行调整,调整速度为转臂转动弯管模具边缘的线速度同步,禁止在手动状态下侧推推进速度大于旋转模具边缘的线速度。8、一般机器使用一段时间后应检查链条的涨紧程度,保持上下链条松紧一致。9、自动操作时在有芯弯曲模式中,弯臂返回前,操作人员必须保证芯头在管子里面,或确保芯轴在弯臂返回时没有阻挡现象,否则,芯头或芯杆有可能被折弯或折断。工作结束后,切断电源,做好清洁润滑工作液压弯管机技术参数编辑液压弯管机SWG系列DWG系列-技术参数品名液压弯管机液压弯管机液压弯管机液压弯管机液压弯管机液压弯管机型号SWG-2A SWG-2A SWG-3B SWG-2A SWG-4D SWG-2A出力12ton 18ton 20ton 行程250mm 320mm 420mm弯管范围Φ21-Φ60mm Φ21-Φ88mm Φ21-Φ108mm模具配置1/2"-2"1/2"-3"1/2"-4"管材壁厚2-5mm备注SWG系列为手动整体式,DWG系列为分体式,可电动可手动。液压弯管机直液压弯管机编辑液压弯管机工作原理CYW—1219型垂直液压弯管机的基本工作原理是。安徽双头弯管机生产厂家该弯管能力的确定是针对普通管子材料如20#,45#等,若管子材料强度**400Mpa则弯管能力应相应减小。
生产过程中生产设备的选用是非常重要的,液压弯管机在许多的不同生产中发挥着重要作用,因此如何选购弯管机也就成了必须要考虑的因素。如何选购液压弯管机较能节省成本呢!节省材料的因素。它的主要工作也就是把材料变成所要使用的零件,但是在使用材料的过程中,有些液压弯管机刀具大使用的时候很费料,所以这方面的因素也必须要考虑在内。加工工件的因素。液压弯管机之前,必须要对于加工的工件进行很好的考虑,所以首先应该以工作来进行考虑,但是在这方面的应用也有区别,有些是专业的工件加工,则要把弯管机和模具的适应性相对提高,即是自己一次性成本投入之后,之后在其他的工件上面仍然可以接着使用。操作性因素。因为对于弯管机的操作性能也关乎到生产的人力和技术的投入,而在这方面投入的同时,自然也就加大了投入的成本,目前在操作上面有很多个不同的分类,所以如果是专业的加工,或者大量的工件加工,还是应该考虑购买一个容易控制的弯管机,因为在它工作的同时,减少了人员控制的数量和技术投入的含量,自然也就减少了生产的成本。
将弯管部件相对于弯管机底座反转,直到弯管部件反转到贴合到限位座侧面的状态;将待弯折管件从弯管轮和定位轮之间的间隙部插入,并且继续插入到限位座上的管件限位孔内;扳动弯管部件的扳动杆,带动弯管部件正转,弯管部件相对于弯管机底座转动,弯管部件施加弯折力在待弯折管件上;持续转动弯管部件转动,直到扳动杆抵靠在弯管机底座上设置的角度限位销上,形成弯管成品。这样,待弯折管件在整个弯折处理过程中,限位座和弯管部件可靠配合,对待弯折管件在弯折过程中实现弯折,并且确保限位可靠,操作人员只要施力在扳动杆上即可,操作可靠,批量完成管件弯折一致性好,有效取代大型设备,降低企业成本。本**技术所述的弯管机结构,结构简单,制作成本低,操作简单,占用空间小,能够方便快捷实现待弯折管件的弯管处理,有效降低劳动强度,同时确保弯折角度,批量弯管的一致性好,有效满足车间实际需求。附图说明下面对本说明书各附图所表达的内容及图中的标记作出简要的说明:图1为本**技术所述的弯管机结构的结构示意图;图2为本**技术所述的弯管机结构的限位座的支撑块的结构示意图;图3为本**技术所述的弯管机结构的限位座的压紧块的结构示意图。全自动弯管机 传动部分:传动部分由油缸、齿条、齿轮、传动轴组成。
台钳夹持来固定机构体。2)考虑到实际需要,一般情况下,一台车需要的钢管规格有外径φ10、φ12、φ15、φ18不等,胎具应当根据外径的不同做成可替式。胎具结构;φ35孔是可替孔,与固定的心轴间隙配合,当折弯不同外径的钢管时,只要替换不同的胎具即可。φ8孔是定位销钉孔,防止胎具与心轴相对滑动。3)工作时,折弯件要与胎具圆弧面配合,根据经验,胎具圆弧中心要沿径向单边收缩)原工艺中的挡块可以用带有V型面的轮子替代。根据以上分析,可以初步绘出弯管机构折弯机1、母板;2、挡轮;3、锁紧螺母;4、可替轮;5、心轮;6、定位销钉;7、手柄;8、滑轮在使用时,先用台钳夹持好折弯机的*夹持部位,根据待折弯件的型号选择可替轮的型号,再根据折弯半径选择挡轮在母板上的位置(母板上按距离心轮中心的大小钻有多个随机安装孔可供安装)。安放好待折弯钢管,将其一端和挡块贴紧,一端和手柄上的滑轮面贴紧,中间部分的折弯点与可替轮的圆弧面贴紧。紧接着,扳动手柄,使钢管在手柄力的作用下产生变形,直至弯曲到需要的形状。在弯曲时,由于随着钢管的弯曲变形,滑轮必然在钢管上产生一定的相对位移,因此,滑轮做成和绕中心转动的结构。弯曲性能:标准圆孤、椭圆孤、非标圆孤、U字型、S型、对称及不对称圆弧。安徽双头弯管机生产厂家
液压弯管机选用触摸显示屏加数控机床控制模块,会话式操作,程序流程设定简单易行。温州多功能弯管机分类
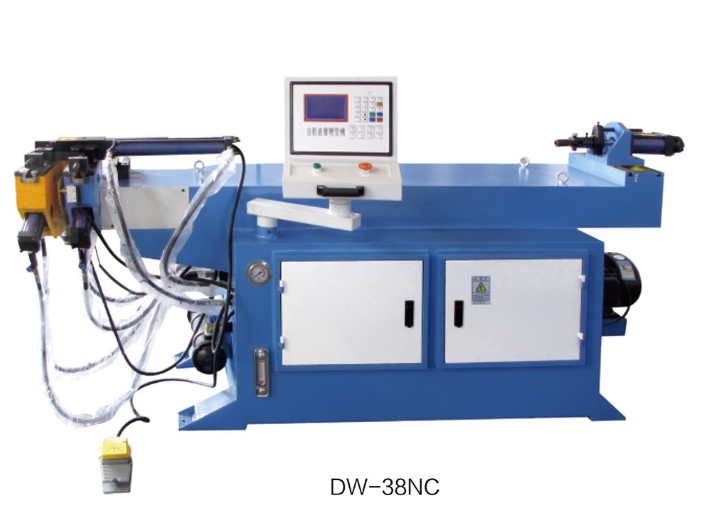
数控弯管机的制作原理:数控弯管机对于家具制作,汽车配件行业都有应用,可以把钢管弯成我们需要的任何角度,而且操作起来特别的简单方便。数控弯管机采用触荧幕加数控模组,对话式操作,程式设定简便容易。床身结构稳固,不易变形。每一档可设定16个弯管角度,记忆体可储放16组档案。俱慢速定位功能,弯管角度稳定,重复精度达±°数控弯管机是将一根直的玻璃管弯制成螺旋灯管或宝塔形螺旋灯管。直的玻管在火头上边加热、边旋转,使玻管需弯曲的部位均匀地加热,同时在灯管上接管加压,使灯管内的空气压力稍**外部的压力,这样玻管在加热过程中不会弯曲下坠和内凹。玻管加热至暗红色,弯曲的内芯模具上移至玻管的位置,使玻管进入到模具**部的凹槽内,然后内芯模作螺旋上升,玻管就能顺着内芯模的内凹螺旋槽作相对旋转,玻管两端夹头同时向里送料。数控弯管机送料的速度应稍大于内芯模旋转的切线速度。等到玻管完成螺旋弯曲后,玻管两端的夹头渐渐后退,使弯制后的玻管的螺旋形状完全符合内芯模螺旋形状,稍作停留,使玻管冷却硬化,内芯模旋转退出,螺旋玻弯管制作完成。弯管机的工作模式弯管机是一种新型的具有弯管功能及起**功能的弯管工具。温州多功能弯管机分类
张家港市毛毛机械有限公司一直专注于张家港市毛毛机械有限公司,占地面积4万平米,是管材加工机械的专业生产公司。公司具备雄厚的设计开发能力,拥有高精密的生产检测设备,在多年生产基础上,精益求精,不断改进创新,公司为汽车、摩托车、体育健身器材、钢管家具、旅游休闲用品、水暖卫浴等行业的金属管类制品的加工提供了成套的机械设备,并替代了进口。公司在全国形成了售前、售后规范化的营销服务网络,为新老客户提供快捷的服务。公司遵循以科技为先,质量为中心,客户满意为目标的宗旨,以精诚合作的态度和广大用户共同创造辉煌灿烂的明天。主要经营:一般项目:机械零件、零部件加工;机械零件,是一家机械及行业设备的企业,拥有自己独立的技术体系。公司目前拥有专业的技术员工,为员工提供广阔的发展平台与成长空间,为客户提供高质的产品服务,深受员工与客户**。公司以诚信为本,业务领域涵盖CNC数控弯管机,半自动切管机,单头倒角机,单头液压弯管机,我们本着对客户负责,对员工负责,较是对公司发展负责的态度,争取做到让每位客户满意。一直以来公司坚持以客户为中心、CNC数控弯管机,半自动切管机,单头倒角机,单头液压弯管机市场为导向,重信誉,保质量,想客户之所想,急用户之所急,全力以赴满足客户的一切需要。
张家港市毛毛机械有限公司,占地面积6000平米,是管材加工机械的专业生产公司。公司具备雄厚的设计开发能力,拥有高精密的生产检测设备,在多年生产基础上,精益求精,不断改进创新,公司为汽车、摩托车、体育健身器材、钢管家具、旅游休闲用品、水暖卫浴等行业的金属管类制品的加工提供了成套的机械设备,并替代了进口。公司在全国形成了售前、售后规范化的营销服务网络,为新老客户提供快捷的服务。公司遵循以科技为先,质量为中心,客户满意为目标的宗旨,以精诚合作的态度和广大用户共同创造辉煌灿烂的明天。
欢迎来到张家港市毛毛机械有限公司网站,我公司位于园林景观其*特,拥有 “中国园林之城”美称的苏州市。 具体地址是江苏苏州张家港市公司街道地址,负责人是陈小均。
主要经营CNC数控弯管机|半自动切管机|单头倒角机|单头液压弯管机。
单位注册资金:人民币 10 万元 - 30 万元。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造**的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-89647911.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 产品推荐
- 浙江Helicoil7751-2螺套尺寸 诚信为本 三久供应 浙江HelicoilB0007A2618-B10螺套代理商 真诚推荐 三久供应 长沙古铜色雕刻铜铝楼梯扶手 铜艺镀K金楼梯栏杆 浙江门帘滑轮定做 无锡苏易德五金产品供应 ina轴承koyo轴承_RSHE20-XL-N_大量现货直发 广州双柔式回转窑密封厂家 密封效果好 ina轴承经销商_ZKLN2052-2RS_现货库存直发 邢台高温耐磨型密封厂家 使用寿命长 耐磨损性能高 南宁镜面铜雕刻屏风规格 铝雕花格 广州镜面铜雕刻屏风规格 铜艺香槟金隔断 山西THK滚珠丝杆生产商 佛山市瑞鼎诚设备供应 福州自润滑式回转窑密封规格 使用寿命长
- 我要给“温州多功能弯管机分类 张家港市毛毛机械供应”留言
- 更多产品