- 产品描述
功率密度是激光加工中关键的参数之一。采用较高的功率密度,在微秒时间范围内,表层即可加热至沸点,产生大量汽化。因此,高功率密度对于材料去除加工,如打孔、切割、雕刻有利。对于较低功率密度,表层温度达到沸点需要经历数毫秒,在表层汽化前,底层达到熔点,易形成良好的熔融焊接。因此,在传导型激光焊接中,功率密度在范围在104~106W/cm2。
脉冲波形在焊接中是一个重要问题,尤其对于薄片焊接较为重要。当高强度束射至材料表面,金属表面将会有的能量反射而损失掉,且反射率随表面温度变化。在一个脉冲作用期间内,金属反射率的变化很大。
脉冲宽度
脉宽是脉冲焊接的重要参数之一,它既是区别于材料去除和材料熔化的重要参数,也是决定加工设备造价及体积的关键参数。
选择立匠激光焊接加工的五大理由:
一、专业的焊接加工服务商:我公司为专业焊接技术服务商,专业焊接加工和工艺研发!
二、机器设备;公司拥有*的焊接机30多台!
三、焊接技师,专业的焊接技术团队;(欧克激光焊接加工中心马经理焊接工程师出身,经常参加焊接行业研讨会,是广东省焊接行业*人物,对焊接整个流程非常有经验,同时高薪聘请的都是专业的焊接师傅,带领培养了一批特色、高效的技术团队!)
四、大规模的正规公司的管理模式;(正规大型工业园厂房、详分的数个部门,公司下设客服部、业务部、工程部、生产部、行政部、车辆送货部等等,公司正规化管理、非作坊式、铺面式小加工)
五、服务口碑深入人心:珠三角内我们可上门取送货,有专业的车辆人员服务。客服技术专线随时接受咨询,免费打样。
武汉立匠激光加工部专业从事金属五金零件配件焊接加工!
欢迎客户=来图来样,回复样品后报价。
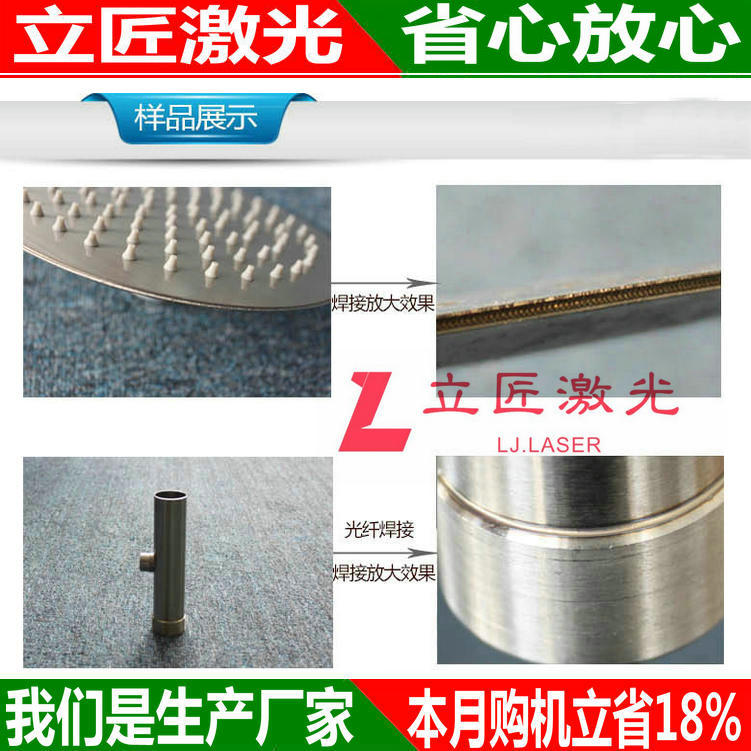
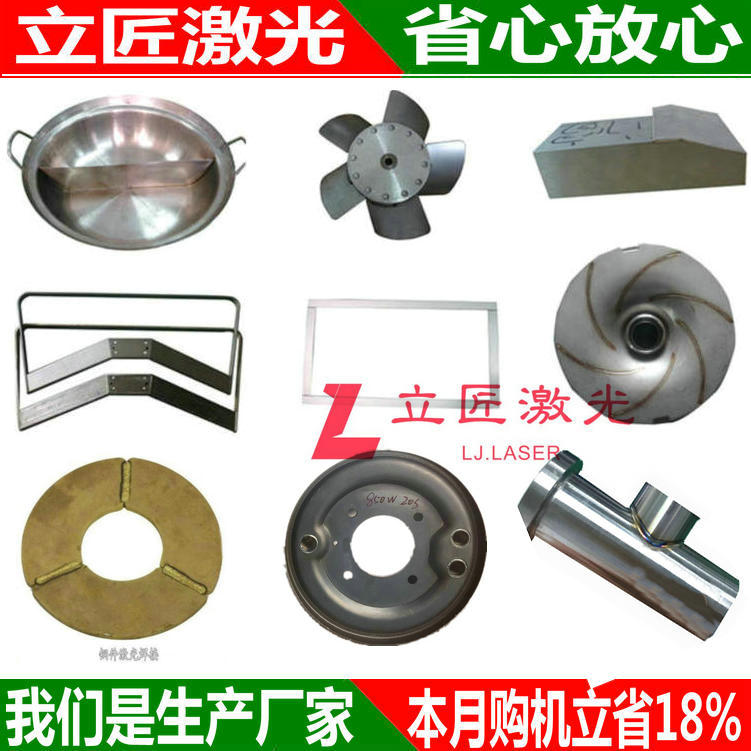
主要业务范围: 精密五金制品的大批量激光焊接加工。
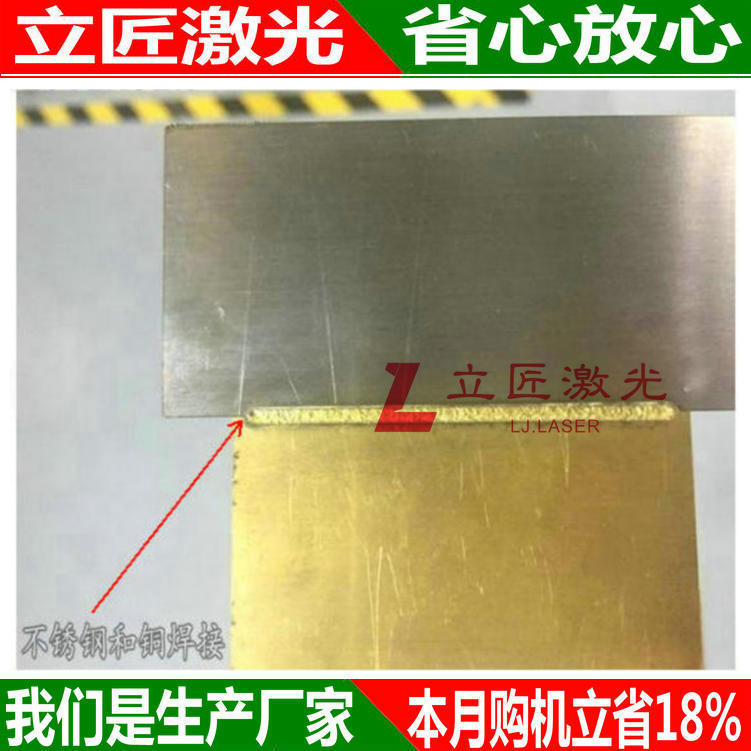
不锈钢激光焊接加工
不锈钢与铜焊接加工
镀锌板材焊接加工
金银饰品激光焊接加工
铝材激光焊接加工
钛及钛合金金焊接加工
铁材激光焊接加工
铜材焊接激光加工
焊接方法
电阻焊
它用来焊接薄金属件,在两个电极间夹紧被焊工件通过大的电流熔化电极接触的表面,即通过工件电阻发热来实施焊接。工件易变形,电阻焊通过接头两边焊合,而激光焊只从单边进行,电阻焊所用电极需经常维护以清除氧化物和从工件粘连着的金属,激光焊接薄金属搭接接头时并不接触工件,再者光束还可进入常规焊难以焊及的区域,焊接速度快。
氩弧焊
使用非消耗电极与保护气体,常用来焊接薄工件,但焊接速度较慢,且热输入比激光焊大很多,易产生变形。
等离子弧焊
与氩弧类似,但其焊炬会产生压缩电弧,以提高弧温和能量密度,它比氩弧焊速度快、熔深大,但逊于激光焊。
电子束焊
它靠一束加速高能密度电子流撞击工件,在工件表面很小密积内产生巨大的热,形成"小孔"效应,从而实施深熔焊接。电子束焊的主要缺点是需要高真空环境以防止电子散射,设备复杂,焊件尺寸和形状受到真空室的限制,对焊件装配质量要求严格,非真空电子束焊也可实施,但由于电子散射而聚焦不好影响效果。电子束焊还有磁偏移和X射线问题,由于电子带电,会受磁场偏转影响,故要求电子束焊工件焊前去磁处理。X射线在高压下特别强,需对操作人员实施保护。激光焊则不需 真空室和对工件焊前进行去磁处理,它可在大气中进行,也没有防X射线问题,所以可在生产线内联机操作,也可焊接磁性材料。


武汉市立匠激光科技有限公司是国内精密激光焊接设备制造商,我们只专注于激光焊接熔覆工艺研发和激光焊接熔覆设备制造销售,致力于为客户提供全面完整的激光焊接熔覆应用解决方案。
立匠激光汇聚了一批具有创新精神和敬业精神的人才,在国内研发激光焊接设备10几年的光电子,精密机械,数控软件等方面的技术人才,立匠激光始终坚持“质量和服务是企业的生命线”的原则,为客户持续性创造。我公司引进了多种检测设备,通过严格检验,安装调试,完整的生产质量管理体系保证了公司产品钢铁般的品质,经过多年的努力,立匠激光专注激光焊接熔覆设备的研发和相关应用领域,并可以产品为客户提供非标自动化激光焊接熔覆设备的量身定做。
武汉市立匠激光科技有限公司本着“品质、创新、 、服务”的经营理念,立志成为国内外激光加工设备的主流供应商,为国内外广大用户提供的产品和的服务。目前公司的主要产品包括:激光熔覆机,高速激光熔覆机,机器人激光熔覆机,手持式激光焊接机,全自动激光焊接机,大功率激光焊接机,手机外壳激光焊接机,电机马达转子激光焊接机,花洒激光焊接机,不锈钢茶壶激光焊接机,三通管激光焊接机,激光焊接机,刀柄激光焊接机,保温杯激光焊接机,水泵叶轮片激光焊接机,视觉定位激光焊接机,机器人激光焊接机,激光清洗机,激光除锈设备,机械手激光焊接机等等!
立匠激光您身边的焊接熔覆,较值得信赖!欢迎来到武汉立匠激光科技有限公司网站,我公司位于江河纵横、湖港交织,交通发达,文化发达的武汉市。 具体地址是湖北武汉东西湖区公司街道地址,负责人是曾经理。
主要经营激光熔覆机,激光除锈机,激光焊接机,送粉器,激光淬火机。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造**的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-52297432.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于武汉立匠激光科技有限公司
商铺首页 |
更多产品 |
联系方式
武汉市立匠激光科技有限公司是国内精密激光焊接设备制造商,我们只专注于激光焊接熔覆工艺研发和激光焊接熔覆设备制造销售,致力于为客户提供全面完整的激光焊接熔覆应用解决方案。
立匠激光汇聚了一批具有创新精神和敬业精神的人才,在国内研发激光焊接设备10几年的光电子,精密机械,数控软件等方面的技术人才,立匠激..
- 我要给“苏州镀锌板材激光焊接加工价格 激光焊加工”留言
- 更多产品