
- 产品描述
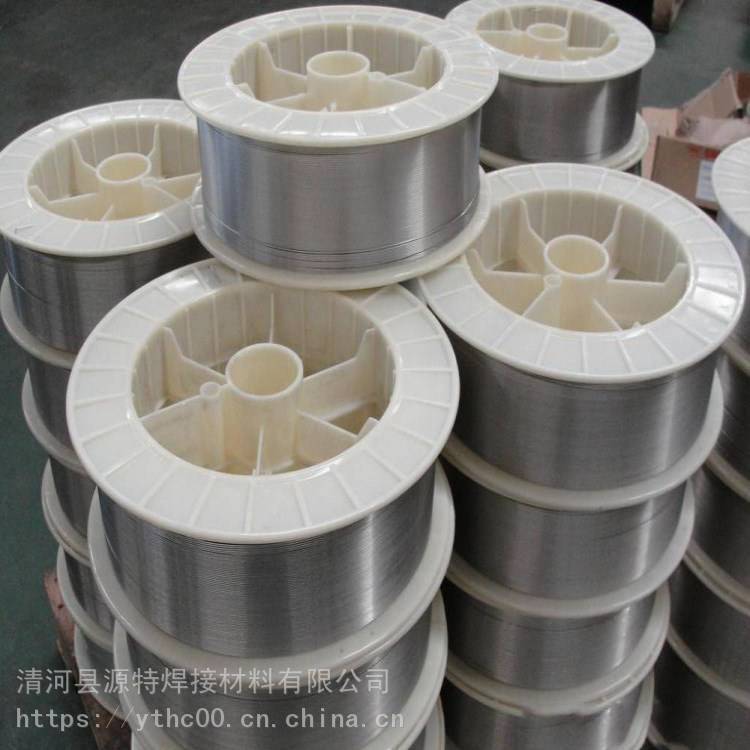
不锈钢焊条焊丝 不锈钢焊丝可配送到厂 直条焊丝
A407
符合:GB/T983 E310-15
AWS E310-15
说明:A407是低氢型药皮的Cr26Ni21纯奥氏体不锈钢焊条。其焊缝金属在900~1100℃高温工作条件下,具有优良的抗氧化性能。采用直流反接,焊接工艺性能良好,操作性佳,全位置焊接性好。
用途:用于焊接同类型耐热不锈钢、不锈钢衬里以及异种钢的焊接,也可用于硬化性大Cr5Mo、Cr9Mo、Cr13、Cr28等结构。
熔敷金属化学成分:%
C
Mn
Si
S
P
Cr
Ni
Mo
Cu
标准值
0.08-0.20
1.0-2.5
≤0.75
≤0.030
≤0.030
25.0-28.0
20.0-22.5
≤0.75
≤0.75
一 例
0.014
1.79
0.36
0.008
0.017
27.46
21.35
0.10
0.10
熔敷金属力学性能
抗拉强度
Rm(MPa)延伸率
A(%)标准值
≥550
≥25
一 例
625
36
焊条规格及参考电流(DC+)
焊条直径(mm)
2.5
3.2
4.0
5.0
焊条长度(mm)
250
350
350
350
电流范围(A)
平焊
60-80
90-110
120-160
150-200
立、仰焊
50-70
80-100
100-150
—




注意事项及操作要点:
1. 焊接处须完全清除油污、铁锈、水份等表面杂质,以防止焊接时产生气孔、裂纹等,清理时,坡口面及周围要磨出金属光泽。
2. 焊前应清除焊丝表面的油、垢及锈等污物。
3. 为使焊缝获得良好的机械性能,MIG焊接的保护气体建议采用Ar+2%O2,保护气体流量以20-25L/min为优。TIG焊接的保护气体建议采用纯氩气保护,纯度要在**以上,保护气体流量以8-15L/min为宜。
4. 在焊接过程中,焊接线能量的大小直接影响焊缝金属的力学性能及抗裂性能等,应引起更多关注。
5. 以上焊接方法、条件及规范的建议仅供参考,用户在将焊丝用于正式产品焊接前应根据自身焊接特点进行工艺评定。











清河县源特焊接材料有限公司始创于1990年,是国内较早开发和生产焊接材料的专业厂商。公司主营业务为开发、生产和销售焊丝及焊条( 特种焊接材料,堆焊耐磨焊接材料,不锈钢焊接材料,镍基合金焊接材料,耐热钢焊接材料,氩弧焊丝,埋弧焊丝,气保焊丝,药芯焊丝,银焊丝,铜焊丝,低合金钢焊丝系列,各种钴基焊条,镍基焊条,铸铁焊条,特殊焊条,防水焊条,不锈钢焊条,碳化物气焊条,堆焊高温耐磨焊条,耐热钢焊条等系列焊材),现已形成年产万吨焊条、焊丝的规模。 我公司生产的焊接材料具有电弧稳定、飞溅小、溶渣覆盖均匀、脱渣易、焊缝成型好,金属强度、塑性、韧性、抗气孔性能良好等特点,产品销售网络覆盖全国各大中城市,并出口国外,已形成良性循环的经营体系,深受国内外用户赞誉。公司具备完善的生产、试验和检测手段,技术力量雄厚。公司也可根据客户要求进行生产。产品广泛应用于铁路机车、造船、石油管道、桥梁、工程机械、集装箱、压力容器、汽车、水泥厂、发电厂、砖瓦厂、模具等多行业。 公司坚持“质量**,信誉至上”的方针,不断提高产品质量,以优质的产品、上乘的服务来答谢新老朋友,根据用户提出的特殊要求,承接焊接工程并能快速、及时地提供经济、优质可靠的特种焊接材料、配套焊接设备及产品焊接技术咨询等*服务。愿与国内外各界朋友携手共创美好明天。欢迎惠顾! 本公司长期代理电力、大西洋、京群京雷、金桥、天泰、金威、林肯、伊萨、阿维斯塔、蒂森、伯乐、泰克罗伊、牛津、沙福、 曼彻特、UTP、奥林康等品牌焊材,欢迎客户咨询订购!
欢迎来到清河县源特焊接材料有限公司网站, 具体地址是河北邢台公司街道地址,负责人是王利利。
主要经营耐磨药芯焊丝、堆焊焊条、不锈钢焊丝、镍基焊丝。
单位注册资金:人民币 10 万元 - 30 万元。
本页链接:http://www.cg160.cn/vgy-93850474.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 产品推荐
- 淮北日本田中减压阀厂家 欢迎电话咨询 诚信合作 遂宁裂痕无损检测机 参数 南通内保护帽厂家 海宝 库存充足 潍坊日本田中减压阀生产厂家 效率高 质量可靠 六安日本减压阀RD29A 欢迎电话咨询 诚信合作 ESAB 规格多样 西宁伊萨ESAB焊条生产厂家 海宝 欢迎电话咨询 诚信合作 江西海宝割炬生产厂家 洛阳C扫描料层厚度检测 功能 临沂供应伊萨ESAB焊缝检验尺KL-2及KL-1 性能稳定 亳州海宝Hypertherm内保护帽厂家 库存充足 肇庆裂痕无损检测机 操作流程 日本 效率高 质量可靠 南平日本减压阀RD29A
- 相关文章
- 进口日本神钢NC-39不锈钢焊条 E309-16焊条 源特焊材阿克斯镍基焊材1N12合金焊条ENiCrMo-3进口焊条 源特焊材免充氩焊丝 TGF-308L不锈钢带药皮焊丝 源特焊材连铸辊药芯焊丝 YD414N-O埋弧耐磨堆焊焊丝 2.8/3.2mm有货包邮D856-11耐磨焊丝 热模堆焊焊丝 模具焊丝 耐高温600度100HC-o管状焊丝 磨煤辊 破碎辊堆焊 HRC硬度 60天津金桥 JQ•MG70S-6 低合金钢焊丝 ER50-6 ER70S-6 金桥高强钢焊丝 气保JQ.TG50碳钢氩弧焊丝 ER50-6焊丝 金桥ER70S-6直条焊丝天津金桥 不锈钢电焊条 A302不锈钢焊条 E309-16焊条42CrMo与Q345B钢焊接用焊丝 焊条 说明20Mn23AlV无磁钢焊条焊丝生产厂家GH3030高温合金焊条 GH3030高温合金焊丝 源特焊材销售
- 我要给“不锈钢焊条 焊丝 不锈钢焊丝可配送到厂 直条焊丝”留言
- 更多产品

羽衣草提取物10:1比例提取,羽衣草粉,羽衣草提取液,羽衣草浸膏,1公斤起订,包邮

开封水泥轻体隔墙板厂家

竹芋提取物10:1比例提取,竹芋粉,竹芋提取液,竹芋浸膏,1公斤起订,包邮

花椰菜提取物10:1比例提取,花椰菜粉,花椰菜提取液,花椰菜浸膏,1公斤起订,包邮
面条菜提取物10:1比例提取,面条菜粉,面条菜提取液,面条菜浸膏,1公斤起订,包邮

巴西比戈提取物10:1比例提取,巴西比戈粉,巴西比戈速溶粉,巴西比戈浸膏,1公斤起订,包邮

河南新型轻体隔墙板生产

雪菊提取物10:1比例提取,雪菊粉,雪菊提取液,雪菊浸膏,1公斤起订,包邮

HS116钴基耐磨焊丝 堆焊焊丝 铜基合金焊丝 源特 规格报价

长治碳化铌焊丝 源特牌KB968堆焊药芯焊丝 堆焊焊丝 厂家定制 焊后无裂纹

美国异种金属间焊接焊条 210MG130焊条 规格可定制







