- 产品描述
江阴市昭瑞钢板有限公司为国内重工装备企业做特厚钢板配套下料加工业务。
材料的热切割往往可以造成热变形,而在工业生产应用中,并不是完全杜绝这类变形影响,而是采取控制及预防措施降低因热切割导致的变形影响。
热变形的控制是指:
在数控切割机实际切割过程中,由于对钢板的不均匀的加热和冷却,材料内部应力的作用将使被切割的工件发生不同程度的弯曲或移位----即切割热变形,具体表现是形状扭曲和切割尺寸偏差。由于材料内部应力不可能平衡和完全消除,所以只能采取一些措施来设法减少热变形。
钢板的切割速度是与钢材在氧气中的燃烧速度相对应的。在实际生产中,应根据所用割嘴的性能参数、气体种类及纯度、钢板材质及厚度来调整切割速度。切割速度直接影响到切割过程的稳定性和切割断面质量。如果想人为地调高切割速度来提高生产效率和用减慢切割速度来地改善切割断面质量,那是办不到的,只能使切割断面质量变差。过快的切割速度会使切割断面出现凹陷和挂渣等质量缺陷,严重的有可能造成切割中断;过慢的切割速度会使切口上边缘熔化塌边、下边缘产生圆角、切割断面下半部分出现水冲状的深沟凹坑等等
气割设备
主要是割炬(割)和气源。割炬是产生气体火焰、传递和调节切割热能的工具,其结构影响气割速度和质量。有手动割矩,半自动和自动气割机。
手工操作的气割割炬,用氧和可燃气体的气瓶或发生器作为气源。
半自动和自动气割机还有割炬驱动机构或坐标驱动机构、仿形切割机构、光电跟踪或数字控制系统。
通常钢板从钢铁厂经过一系列的中间环节达到切割车间,在这段时间里,钢板表面难免产生一沉氧化皮。在者,钢板在轧制过程中也产生一层氧化皮附着在钢板表面。这些氧化皮熔点高,不容易燃烧和溶化,增加了预热时间,降低了切割速度,同时经过加热,氧化皮四处飞溅,较易对数控切割机的割嘴造成堵塞,降低了割嘴的使用寿命,所以,在切割前,很有必要对钢板表面进行除锈预处理。
我公司承诺广大客户:做好产品、好质量、好售后。坚定“诚信赢得客户、服务创造**”的服务理念。

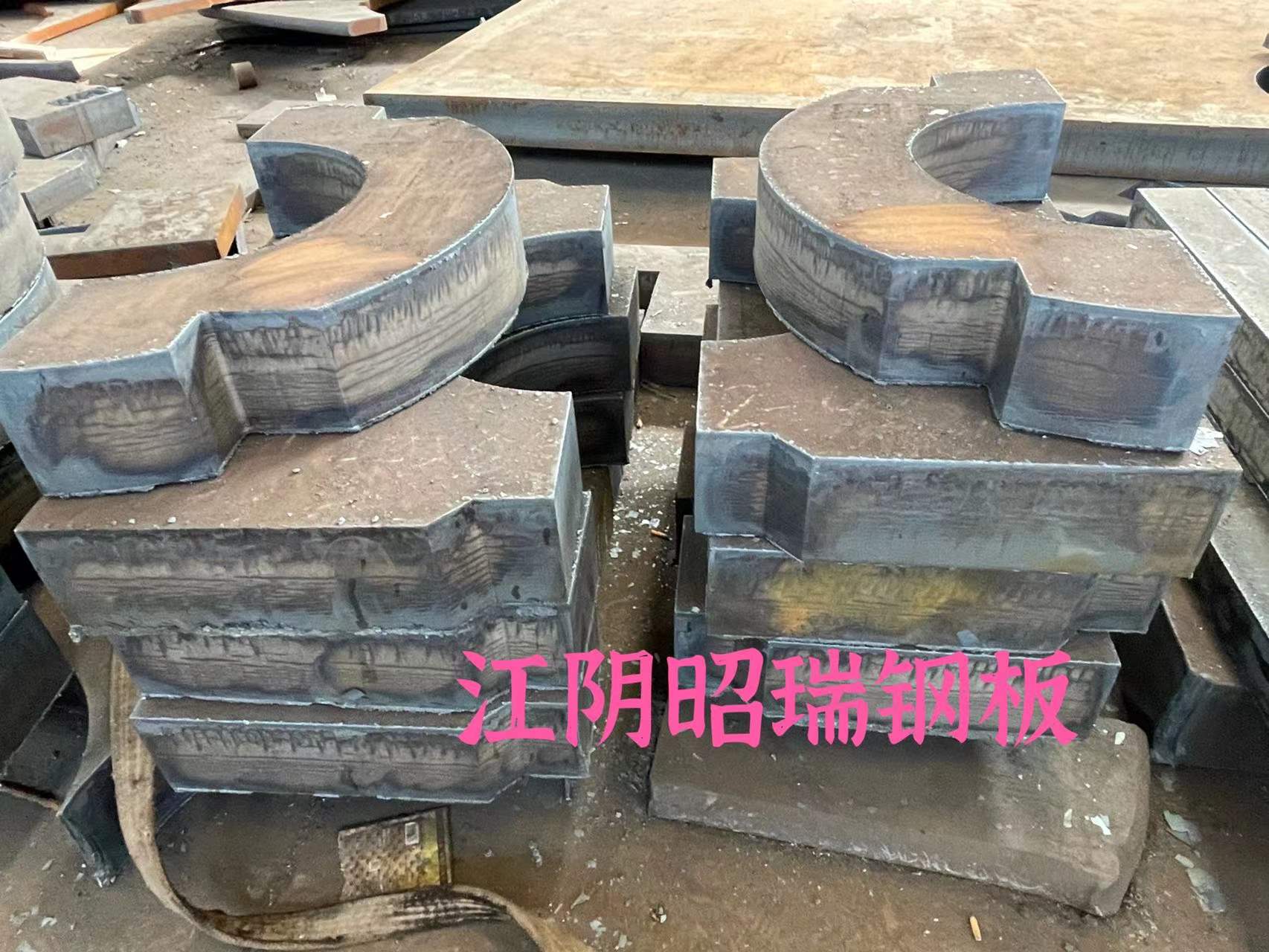
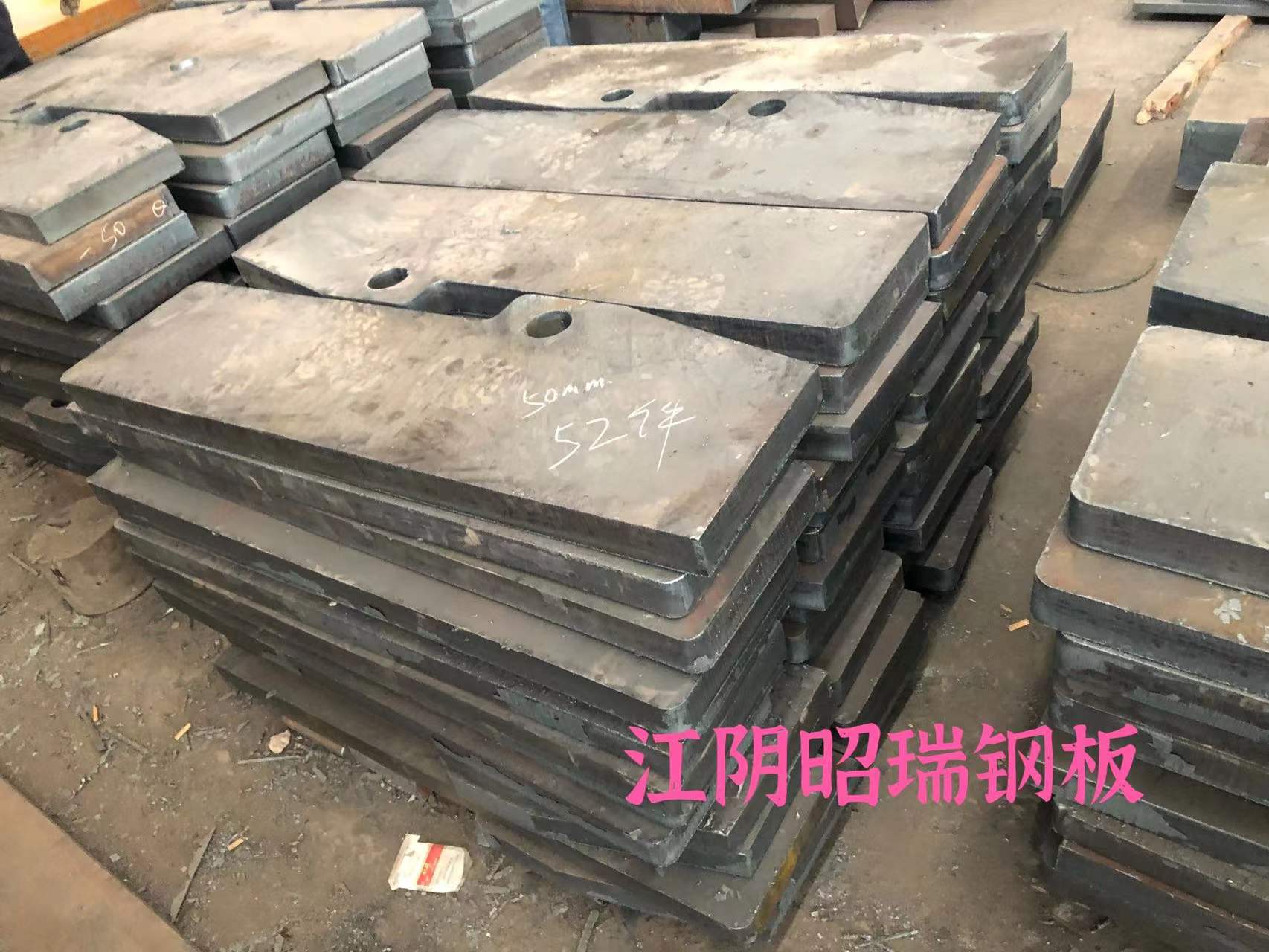
江阴市昭瑞钢板有限公司是专业从事钢板数控切割、钢板零割、特厚钢板数控下料及加工、配送等一站式服务。公司位于江苏省江阴市,地理位置优越、交捷。 公司是国内大型厚钢板加工企业,现货库存原材料来源于兴澄特钢、沙钢、南钢、新钢、舞钢等优特钢资源**。专业为国内重工装备企业做特厚钢板配套下料加工业务。 我公司下料范围:减速机轴承座,齿轮箱体轴承座,锻压设备,液压设备,船舶设备、轧钢机牌坊,重型机械底座、大型船舶配重块、机床侧板、工作平台、重型预埋件、大型轴承座、法兰盘、重型机械底座等特大切割件下料。专业切割厚度10~600mm,切割材质:Q235B、Q345B/C/D/E、35#、45#、Q690、Q460,Q345R、40CR、42crmo等特殊材质。 我公司承诺广大客户:做好产品、好质量、好售后。坚定“诚信赢得客户、服务创造**”的服务理念。
欢迎来到江阴昭瑞钢板有限公司网站,我公司位于有布码头、钱码头、窑码头、丝都、米市之称的无锡市。 具体地址是江苏无锡江阴市公司街道地址,负责人是杨经理。
主要经营钢板切割加工。
我司主要供应:钢铁 建筑钢材 低合金板 等,我们的产品质量优等,种类齐全,我的销售范围广,我们的服务客户满意;如果您对我公司的产品有兴趣,请在线留言或者来电咨询。
本页链接:http://www.cg160.cn/vgy-89443627.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于江阴昭瑞钢板有限公司
商铺首页 |
更多产品 |
联系方式
江阴市昭瑞钢板有限公司是专业从事钢板数控切割、钢板零割、特厚钢板数控下料及加工、配送等一站式服务。公司位于江苏省江阴市,地理位置优越、交捷。 公司是国内大型厚钢板加工企业,现货库存原材料来源于兴澄特钢、沙钢、南钢、新钢、舞钢等优特钢资源**。专业为国内重工装备企业做特厚钢板配套下料加工业务。 我公司下..
- 我要给“蚌埠Q460钢板切割加工 钢板切割”留言
- 更多产品