
- 产品描述
腐蚀后进行冲洗,然后在硝酸溶液中进行亮化处理,以后再次进行冲洗。冲洗后在温度达75℃的干燥室中干燥,活用热空气吹干。这样清理后的工件,可以在焊前保持72h。铝合金也可用机械方法清理。如用0-00号纱布,或用电动或风动的钢丝刷等。但为防止损伤工件表面、钢丝直径不得**过,钢丝长度不得短于40mm,刷子压紧于工件的力不得**过15-20N,而且清理后须在不晚于2-3h内进行焊接。为了确保焊接质量的稳定性,目前国内各工厂多在化学清理后,在焊前再用钢丝刷清理工件搭接的内表面。铝合金清理后必须测量放有两铝合金工件的两电极间总阻值R。方法是使用类似于点焊机机的专门装置,上面的一个电极对电极夹绝缘,在电极间压紧两个试件,这样测出的R值可以好客观地反映出表面清理的质量。对于LY12、LC4、LF6铝合金R不得**过120微欧姆,刚清理后的R一般为40-50微欧,浙江金属电阻焊机保养,对于导电性较好的LF21、LF2铝合金以及烧结铝类的材料,R不得**过28-40微欧。镁合金一般使用化学清理,经腐蚀后再在铬酐溶液中纯化。这样处理后会在表面形成薄而致密的氧化膜,它具有稳定的电气性能,可以保持10昼夜或较长时间,浙江金属电阻焊机保养,性能仍几乎不变。镁合金也可以用钢丝刷清理,浙江金属电阻焊机保养。铜合金可以通过在硝酸及盐酸中处理。点焊机,就选上海崴而淀电器有限责任公司,有需要可以联系我司哦!浙江金属电阻焊机保养
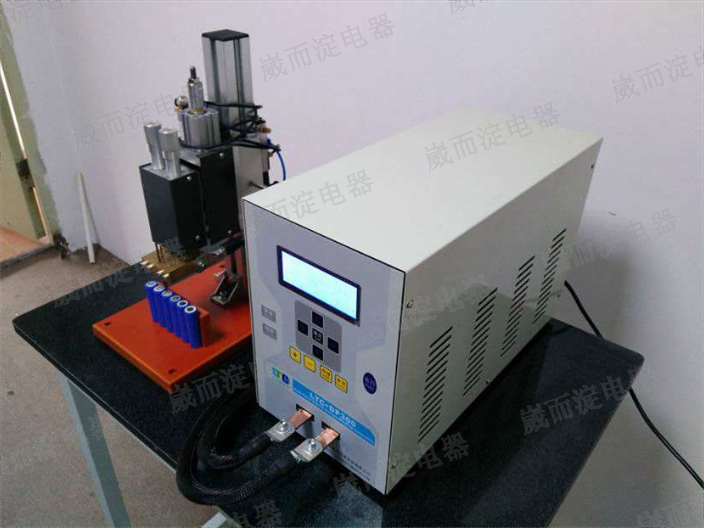
锂电池自动点焊机特点:1.支持断点启动,支持自动启动及手动启动模式转换。2.有虚焊脱焊报警功能。3.编程简单,支持任一点位编程和阵列编程。可存编程文件999组。4.焊针更换预报提醒。5.自带焊接电流监控系统,可以实时监控焊接电流。6.配方设置,可支持多达99种不同产品。7.采用气压指针表可视化调节焊针的焊接压力;8.配有手动和自动两种模式,方便调试和生产。9.精密丝杆滑台和步进电机,确保定位精度达产品参数:负载持续率100(%)冷却方式自然冷却频率50Hz外形尺寸1300×900×1800mm调节级数2电击臂伸出长度20(mm)工作形式点焊产品用途电池组焊接KVA电流直流动力形式气动额定负载持续率**额定输入电流8000(A)功率1500(W)W规格1300×900×1800mm加工精度精密空载电压(V)控制方式数控驱动形式电池输入电压220(V)样式平台用途焊接重量400KG作用原理逆变焊接原理电阻焊额定输入电源容量30。安徽金属碰焊机哪家便宜上海崴而淀电器有限责任公司是一家专业提供点焊机的公司,欢迎您的来电!
点焊机焊接电流从一电极流经另一电极时在两接触电阻点形成瞬间的热熔接,且焊接电流瞬间从另一电极沿两工件流至此电极形成回路,并且不会伤及被焊工件的内部结构。点焊的工艺过程为开通冷却水;将焊件表面清理干净,装配准确后,送入上、下电极之间,施加压力,使其接触良好;通电使两工件接触表面受热,局部熔化,形成熔核;断电后保持压力,使熔核在压力下冷却凝固,形成焊点;去除压力,取出工件。焊接电流、电极压力、通电时间及电极工作表面尺寸等点焊工艺参数对焊接质量有重大影响。工艺流程区别另外还有就是点焊机与电焊机的工艺流程不一样,点焊的工艺过程为开通冷却水;将焊件表面清理干净,装配准确后,送入上、下电极之间,施加压力,使其接触良好;通电使两工件接触表面受热,局部熔化,形成熔核;断电后保持压力,使熔核在压力下冷却凝固形成焊点;去除压力,取出工件。焊接电流、电极压力、通电时间及电极工作表面尺寸等点焊工艺参数对焊接质量有重大影响而电焊机一般是一个大功率的变压器,系利用电感的原理做成的。电感量在接通和断开时会产生巨大的电压变化。
4)休止时间——电极开始提起到电极再次开始下降,开始下一个焊接循环。为了改善焊接接头的性能,有时需要将下列各项中的一个或多个加于基本循环:(1)加大预压力以消除厚工件之间的间隙,使之紧密贴合。(2)用预热脉冲提高金属的塑性,使工件易于紧密贴合、防止飞溅;凸焊时这样做可以使多个凸点在通电焊接前与平板均匀接触,以保证各点加热的一致。点焊机机械使用编辑点焊机使用方法:1、焊接时应先调节电极杆的位置,使电极刚好压到焊件时,电极臂保持互相平行。2、电流调节开关级数的选择可按焊件厚度与材质而选定。通电后电源指示灯应亮,电极压力大小可调整弹簧压力螺母,改变其压缩程度而获得。3、在完成上述调整后,可先接通冷却水后再接通电源准备焊接。焊接过程的程序:焊件置于两电极之间,踩下脚踏板,并使上电极与焊件接触并加压,在继续压下脚踏板时,电源触头开关接通,于是变压器开始工作次级回路通电使焊件加热。当焊接一定时间后松开脚踏板时电极上升,借弹簧的拉力先切断电源而后恢复原状,单点焊接过程即告结束。4、焊件准备及装配:钢焊件焊前须清理一切脏物、油污、氧化皮及铁锈,对热轧钢,比较好把焊接处先经过酸洗、喷砂或用砂轮清理氧化皮。上海崴而淀电器有限责任公司致力于提供点焊机,期待您的光临!
手持式超声波焊接机,也称、手持超声波点焊机、超声波点焊机、铆焊机、**音波点焊机,可用于热塑性塑料的对焊,亦可根据客户需求更换焊头,用于铆焊、点焊、嵌入、切除等加工工艺,相比其他传统工艺(如胶粘、电烫合或螺丝紧固等),具有生产效率高、焊接质量好、环保又节能等明显优点。手持式超声波焊接机还可以用于热塑性塑料制品的焊接、铆接、点焊以及金属件与塑料件间的镶嵌和压边工艺,陶汰了落后的用化学**熔点剂粘贴的工艺,具有能耗低、效率高、不变形、无污染、焊接牢固、操作方便等特点。手柄也可做成握杆式。通过手持部分对塑料件进行施压,同时按动超声波开关,即可发出超声波进行焊接。研究表明塑胶工业上利用手持式超声波焊接机来焊接在世界各地已日趋普遍。由于应用此技术可取代过去生产上需要的熔剂、粘合剂、扣钉或其它机械固定法,从而提高了生产效率、降低了成本。手持式超声波点焊机视频介绍:手持式超声波焊接机的特点手持式超声波点焊机相比传统工艺(如胶粘、电烫合或螺丝紧固等),具有生产效率高、焊接质量好、环保又节能等明显优点。手持式超声波焊接机还可以用于热塑性塑料制品的焊接、铆接以及金属件与塑料件间的镶嵌和压边工艺。点焊机,就选上海崴而淀电器有限责任公司。上海中频碰焊机设备
上海崴而淀电器有限责任公司为您提供点焊机。浙江金属电阻焊机保养
点焊机系采用双面双点过流焊接的原理,工作时两个电极加压工件使两层金属在两电极的压力下形成一定的接触电阻,而焊接电流从一电极流经另一电极时在两接触电阻点形成瞬间的热熔接,且焊接电流瞬间从另一电极沿两工件流至此电极形成回路,并且不会伤及被焊工件的内部结构。点焊的工艺过程为开通冷却水;将焊件表面清理干净,装配准确后,送入上、下电极之间,施加压力,使其接触良好;通电使两工件接触表面受热,局部熔化,形成熔核;断电后保持压力,使熔核在压力下冷却凝固形成焊点;去除压力,取出工件。焊接电流、电极压力、通电时间及电极工作表面尺寸等点焊工艺参数对焊接质量有重大影响。点焊机利用正负两较在瞬间短路时产生的高温电弧来熔化电极间的被焊材料,来达到使它们结合的目的。点焊机的结构十分简单,说白了就是一个大功率的变压器,将220V交流电变为低电压,大电流的电源,可以是直流的也可以是交流的。电焊变压器有自身的特点,就是具有电压急剧下降的特性。在焊条引燃后电压下降,电焊机的工作电压的调节,除了一次的220/380电压变换,二次线圈也有抽头变换电压,同时还有用铁芯来调节的,可调铁芯。电焊机一般是一个大功率的变压器,系利用电感的原理做成的。浙江金属电阻焊机保养
上海崴而淀,2005-02-04正式启动,成立了点焊机,凸焊机,碰焊机,排焊机等几大市场布局,应对行业变化,顺应市场趋势发展,在创新中寻求突破,进而提升崴而淀的市场竞争力,把握市场机遇,推动机械及行业设备产业的进步。业务涵盖了点焊机,凸焊机,碰焊机,排焊机等诸多领域,尤其点焊机,凸焊机,碰焊机,排焊机中具有强劲优势,完成了一大批具特色和时代特征的机械及行业设备项目;同时在设计原创、科技创新、标准规范等方面推动行业发展。我们在发展业务的同时,进一步推动了品牌**完善。随着业务能力的增长,以及品牌**的提升,也逐渐形成机械及行业设备综合一体化能力。上海崴而淀始终保持在机械及行业设备领域**的前提下,不断优化业务结构。在点焊机,凸焊机,碰焊机,排焊机等领域承揽了一大批**项目,积极为更多机械及行业设备企业提供服务。

上海崴而淀电器有限责任公司毗邻浦东**机场,公司自一九九五年成立,是一家主要生产电阻焊机及自动焊接设备。秉承着质量为先,用户至上的宗旨;为全国大中型企业,提供了各类阻焊设备;公司产品被多应用于航天航空、汽车工业电气制造、石材工业、暖通加工等领域。产品**全国、**欧、美及东南亚等国。并受到客户大量的赞誉。
欢迎来到上海崴而淀电器有限责任公司网站,我公司位于历史文化悠久,近代城市文化底蕴深厚,历史古迹众多,有“东方巴黎”美称的上海市。 具体地址是上海宝山公司街道地址,负责人是翁永平。
主要经营点焊机|凸焊机|碰焊机|排焊机。
单位注册资金:人民币 30 万元 - 50 万元。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-105087349.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 我要给“浙江金属电阻焊机保养 欢迎咨询 上海崴而淀电器供应”留言
- 更多产品
昕维不干胶热敏标签纸100X60条形码贴纸打印外箱跨境国际物流运输

辽宁哪个牌子水表好 服务为先 杭州水表供应

安徽非断桥铝阳光房有哪些 山东叶阳门窗供应

北京哪里智慧校园可视化管理方法 真诚推荐 北京阿拉互联科技供应

宁夏液压张紧绞车生产厂 宿州捷特矿业机械设备供应

昕维三防热敏纸40*90*300张GP3120TU条码打印机不干胶DL886B贴纸

内蒙古电陶炉厂家 小企鹅餐饮设备供应

三防热敏标签纸85 95 105*120 140 150 180物流快递唛头条码不干胶贴纸

济南哪里有氯化石蜡怎么样 欢迎咨询 山东鼎晟新型材料供应

广西创意文具盒生产厂 东莞联沁盛实业供应

昕维三防热敏纸80*50mm*500张横版得力汉印条码打印机不干胶防水







