- 产品描述
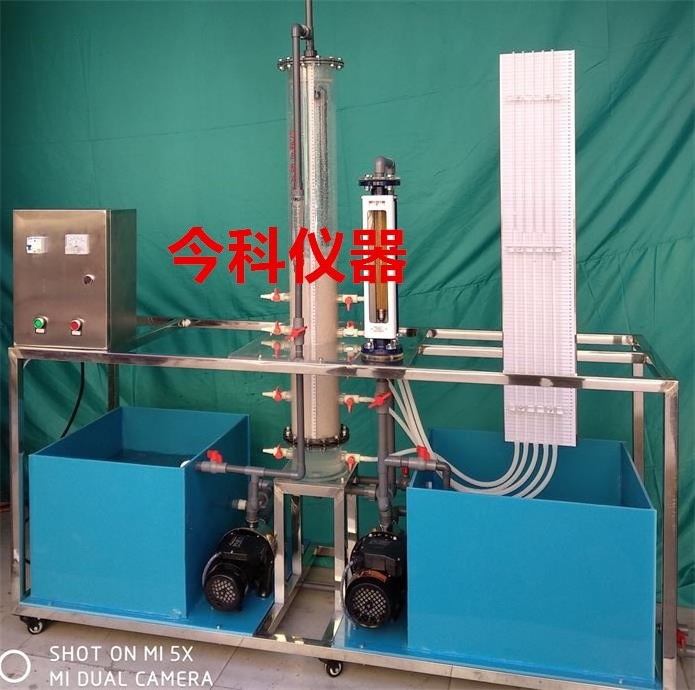
UASB厌氧反应器-推荐选今科教学仪器,多年行业经验,工艺成熟,效率高规模化,操作简单,价格合理,质量可靠,欢迎来电咨询。
厌氧反应器有哪些防腐措施?
大家应该见过铁钉的腐蚀的样子,铁钉腐蚀后就变得不再锋利,还带着红色铁锈,十分影响使用,腐蚀特征需要一个漫长的反应过程才能展现在我们面前,已经腐蚀了再去防范就毫无效果,而且设备性能还会被影响,如果厌氧反应器被防腐,将会对设备的运行造成很大的影响,接下来小编介绍一些厌氧反应器的防腐措施,大家可以对它提前预防。
1、安排检修人员铲除鼓包的防腐层,对已腐蚀的钢筋混凝土,凿除干净,不得有残留,被凿除的部位要用细石混凝土捣实、抹平,并应保持原混凝土的标号。
2、对一体化厌氧反应器逐台进行检查和碱洗复苏,同时再生前增加一步正洗操作,以便排掉污染物。
3、给化学水处理操作人员配备单罐防毒口罩,做好危害识别与控制,安排吸除地沟中的**物,统一集中处理,防止污染物扩散和外排。
4、将厌氧反应器各槽、池和计量箱内已经污染的盐酸用槽车移走,减轻对酸系统设备的腐蚀。
5、检查酸系统设备,对橡胶衬里损坏严重的高位酸槽分批送厂家重新衬胶,同时更换腐蚀严重的衬胶阀门、管道等。
因此,厌氧反应器的防腐处理能够保证设备运行的安全,一旦发现了此类问题,一定要及时解决才可投入重新使用,希望以上小编提到的方法能够帮助到您。
厌氧反应器酸化!该如何处理?
在厌氧反应器运行过程中,很怕出现“厌氧反应器酸化”的问题,严重时需要更换整个反应器内的厌氧污泥,损失可达几十万甚至上百万。那么当遇到厌氧反应器酸化现象时该如何处理呢?接下来小编为大家分析厌氧反应器酸化原因及处理方法。
一、厌氧反应器酸化的表现
1、应器内pH值明显下降。
2、VFA显著上升。
3、D去除效率大幅降低。
4、产量持续减少。
二、厌氧反应器酸化的原因
1、养盐缺乏。
2、条件或温度条件不合适。
3、**负荷运行造成。
4、中混入了毒性物质。
三、处理措施
一旦发生厌氧反应器酸化,不论什么原因,都需要迅速扭转这种趋势,应当采取如下两种应急措施。
1、大幅降低运行负荷
尽量多降低负荷,可以降低至50%,甚至暂停处理废水。同时,若厌氧反应器设有外循环管路,则通过循环泵打循环,直至VFA恢复正常。
2、采取多种手段,避免出水PH值降低到正常范围(6.5)以下
若厌氧反应器出水pH值降至6.5以下甚至较低,则须适当提高反应器进水的pH值,以维持反应器内合适的pH环境。当反应器内的pH值降低到5.0以下,说明反应器酸化已经非常严重了。这时,可以用清水置换厌氧反应器内的废水,将反应器内的VFA浓度迅速降低,同时尽快恢复反应器内正常的pH环境。
通过以上两个措施,如果反应器酸化的原因仅仅是**负荷,只要没有严重到致使厌氧污泥大量流失,在至数天内,反应器中的VFA会下降到200mg/l以下,pH值会恢复至正常的水平。当反应器的酸化被遏制后,可以进行低负荷运行,然后根据运行情况逐步增加负荷直至反应器的运行负荷和效率恢复到酸化前的正常水平。
以上就是小编总结的厌氧反应器酸化原因及处理方法。在今后遇到此类问题,建议操作人员应保持冷静,根据实际情况准确做出判断,并立即采取正确措施,如果您在厌氧方面遇到自己无法解决的问题时,可以及时向我们咨询,希望能够帮到您。
厌氧反应器的布置要求有哪些?
大家都知道,我们在做装修工作时,对于家居用品的布置会合理布局安排,对于工业设备来说也不例外,在安装厌氧反应器之前也有很多布置要求,接下来小编为您介绍一下厌氧反应器的布置要求。
一、厌氧反应器的平面布置
1、满足规范对各处理建筑物平面布置要求。
2、与厂区整体绿化结合,和周围环境协调一致,整体美观。
3、充分利用现有设施和场地,尽量减少占地,降低造价。
二、厌氧反应器的高程布置
1、在满足平面布置前提下,尽量减埋深,降低造价。
2、尽量考虑污水重力流,减少泵提升次数,降低运行费用。
通过以上小编为大家介绍的厌氧反应器的布置要求,可以了解到厌氧反应器的布置分为平面和高程两个方面,主要是在经济方面考虑的比较多,在设备的型号尺寸方面还是有一定的难度的,这就需要工作人员的度了,希望今天的分享能够帮助到您。
厌氧反应器异常现象的原因分析及解决
厌氧反应器由于其处理能力高,通常用来处理高浓度**废水,其在污水系统在日常运行中十分重要。在运行厌氧的过程中,经常会遇到颗粒污泥生长过慢、产气不足、跑泥等现象,今天小编为大家总结了厌氧反应器异常现象的原因分析及解决方法,希望能够帮助到您。
1、厌氧反应器过负荷
原因:由于反应器泥量不足或污泥产甲烷活性不足。
解决方法:增加污泥活性;提高污泥量;增加种泥量或促进污泥生长;减少污泥洗出。
2、厌氧颗粒污泥生长过于缓慢
原因:由于营养与微量元素不足;进水预酸化度过高;污泥负荷过低;颗粒污泥洗出;颗粒污泥分裂。
解决方法:增加进液营养与微量元素的浓度;减少预酸化程度;增加反应器负荷。
3、污泥产甲烷活性不足
原因:营养与微量元素不足;产酸菌生长过于旺盛;**悬浮物在反应器中积累;反应器中温度降低;废水中存在有毒物或形成抑制活性的环境条件,无机物,如钙离子引起沉淀。
解决方法:添加营养与微量元素;增加废水预酸化度;降低反应器负荷;提高温度;降低悬浮物浓度;减少进液中钙离子浓度;在厌氧反应器前采用沉淀池。
4、粒污泥洗出
原因:气体聚集于空的颗粒物中,在低温、低负荷、低进液浓度易形成大而空的颗粒污泥;颗粒形成分层结构,产酸菌在颗粒污泥外大量覆盖使产气菌聚集在颗粒内;颗粒污泥因废水中含大量蛋白质和脂肪而有上浮的趋势。
解决方法:污泥负荷;应用较稳定的工艺条件,增加废水预酸化程度;采用预处理去除蛋白与脂肪。
5、厌氧污泥上浮
原因:三相分离器气室有浮泥,导致沼气排气不顺;负荷突然增加,产气过大,**分离器能力;温度突然增高,产气过大,**分离器能力;水封高度有问题;废水中蛋白质产生泡沫以及其他**物的降解过程中产生的中间产物可能降低了液体的表面张力,从而产生泡沫。
解决办法:降水位,冲洗;降负荷;慢升温,回流;调整水封水位。
6、颗粒污泥破碎分散
原因:由于负荷或进液浓度突然变化;预酸化度突然增加,使产酸菌处于饥饿状态;或有毒物质存在于废水中。
解决方法:应用较稳定的预酸化条件;进行脱毒的预处理;延长驯化时间稀释进液;降低负荷与上升流速度以及水流剪切力,采用出水循环以选择压力,使絮状污泥洗出。
7、絮状的污泥或表面松散“起毛”的颗粒污泥形成并被洗出
原因:由于进液中悬浮物的产酸菌的作用,颗粒污泥聚集在一起;在颗粒表面或以悬浮状态大量的生产产酸菌;表面“起毛”颗粒形成,产酸菌大量附着于颗粒表面。
解决方法:从进液去除悬浮物;增强废水预酸化度。
通过以上小编为大家介绍的厌氧反应器异常现象的原因分析及解决方法,相信大家在今后遇到以上问题时就能迎刃而解了,如果您还有关于厌氧反应器的问题,欢迎随时向我们咨询。
今科教学仪器,主营给水、排水、城市污水以及工业废水,固态污染物控制实验装置,质量可靠,价格公道,欢迎来电咨询合作。


郑州今科教学仪器有限公司成立于2010年,坐落于中原**-郑州,公司秉承立足中原服务全国的经营理念。是国内从事教学仪器研发、生产、销售和技术服务的国家**企业,是中国高等教育教学仪器和中国职业教育实训设备大研发生产基地之一,随着时代的进步,公司已经着手大力开展基于互联网的虚拟工程教育平台研发,为高校教育提供较丰富的教育装备资源。 我公司得到郑州大学环境学院与西安建筑科技大学工程学院的人才培养及产品的科研开发与生产的技术。 公司的主营平流式汽浮实验装置、板式静电除尘器实验装置、给水排水污水处理、固体废物、大气污染、净化气体、除尘、流体力学、水力学等环境工程实验仪器。每一个产品设计研发都是通过各位在职教授和老师指导完成,专门针对实验实训的要求开发。所以公司可以有足够的能力根据不同的客户定制研发满足客户自身要求的产品。
欢迎来到郑州今科教学仪器有限公司网站,我公司位于中国商代早期和中期都城,商文明的发源地—郑州市。 具体地址是河南郑州二七区公司街道地址,负责人是李先生。
主要经营排水工程科研教学实验装置。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造**的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-99007159.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 产品推荐
- 北京综合粮情检测分机 来电咨询 江苏艾龙科技供应 北京电池燃烧喷射试验机生产厂家 武汉苏瑞万信智能设备供应 东莞哪里有LUG润滑泵厂家 东莞俪鑫液压机器供应 余姚工业机械加工批发 宁波鼎牌机械供应 上海数控弯管机采购 诚信为本 张家港市财泰机械供应 贵州超声波焊接机制造商 真诚推荐 苏州劲道机械电气供应 常州TPU磨粉机哪家好 创造辉煌 上海龚凌环保机械供应 奉贤区传动蜗轮蜗杆包邮 诚信为本 上海畅晨机械设备供应 浙江安全保护视觉检测设备供应 无锡电掣科技供应 上海8字缆预绞式NL-35/G 贴心服务 上海神勇机械供应 福建焊接机器人配件哪家好 推荐咨询 宁波中能机械科技供应 江苏异径法兰供应 浙江宏驰流体设备供应
关于郑州今科教学仪器有限公司
商铺首页 |
更多产品 |
联系方式
郑州今科教学仪器有限公司成立于2010年,坐落于中原**-郑州,公司秉承立足中原服务全国的经营理念。是国内从事教学仪器研发、生产、销售和技术服务的国家**企业,是中国高等教育教学仪器和中国职业教育实训设备大研发生产基地之一,随着时代的进步,公司已经着手大力开展基于互联网的虚拟工程教育平台研发,为高校教育提供..
- 我要给“「今科」服务周到 泰州新品UASB厌氧反应器设备”留言
- 更多产品











相关分类






