- 产品描述
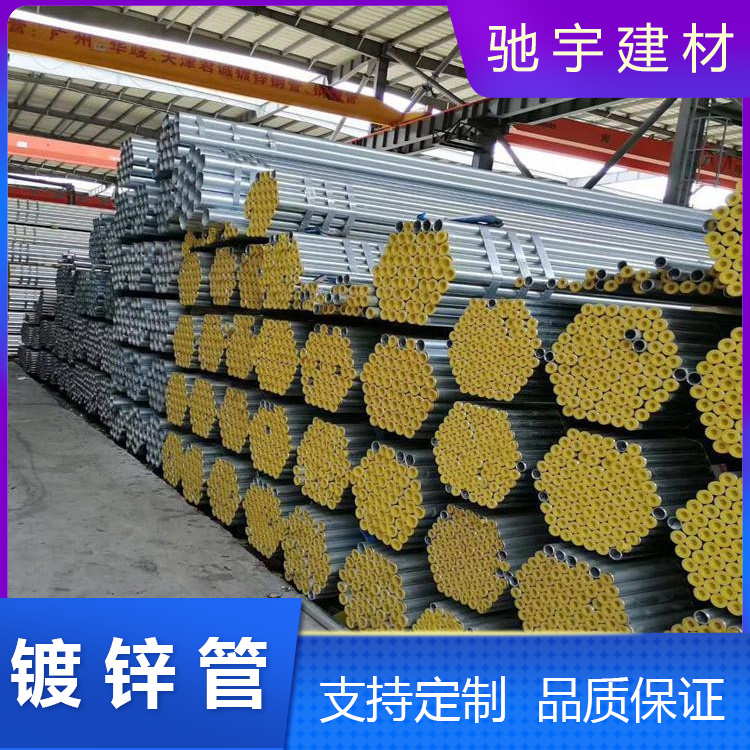
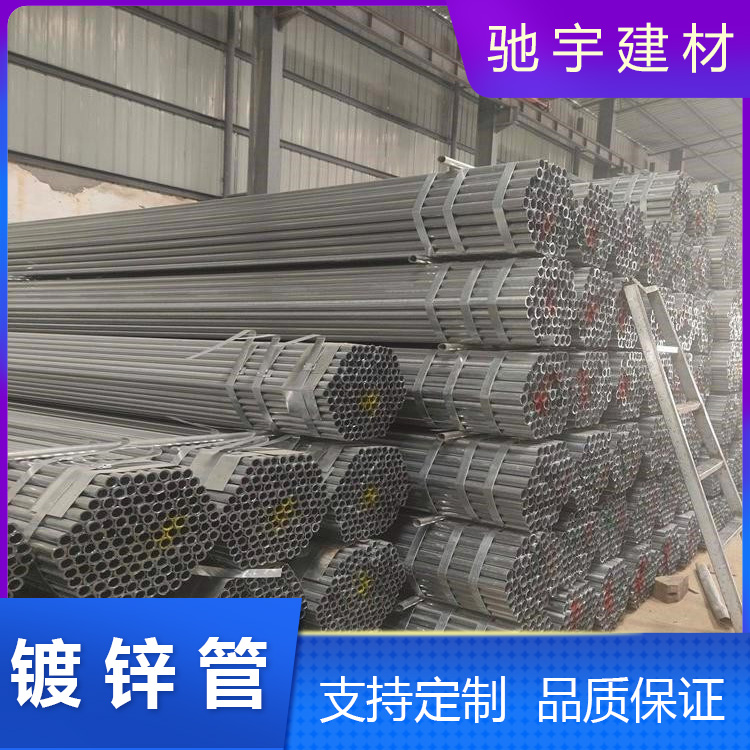
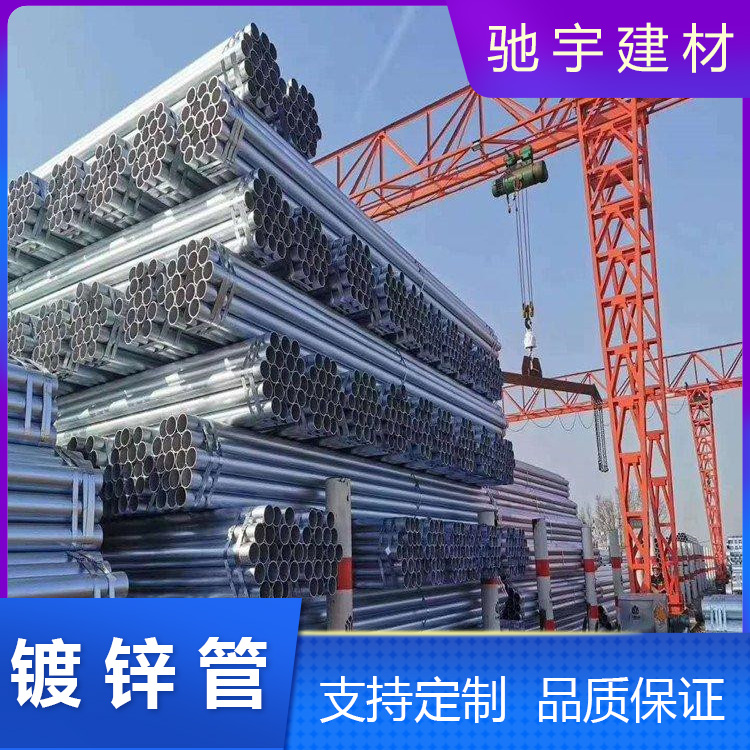
镀锌钢管 镀锌钢管分为冷镀锌钢管、热镀锌钢管,冷镀锌钢管已被禁用,后者还被国家提倡暂时能使用。六七十年代,**上发达国家开始开发新型管材,并陆续禁用镀锌管。中国建设部等四部委也发文明确从2000年起禁用镀锌管作为供水管,新建小区的冷水管已经很少使用镀锌管了,有些小区的热水管使用的是镀锌管。热镀锌钢管在消防、电力和高速公路上有广泛的应用。 镀锌钢管应用 热镀锌钢管广泛应用于建筑、机械、煤矿、化工、电力、铁道车辆、汽车工业、公路、桥梁、集装箱、体育设施、农业机械、石油机械、探矿机械、大棚建设等制造工业。 镀锌钢管表面有热浸镀或电镀锌层的焊接钢管。镀锌可增加钢管的抗腐蚀能力,延长使用寿命。镀锌管的用途很广,除作输水、煤气、油等一般低压力流体的管线管外,还用作石油工业特别是海洋油田的油井管、输油管,化工焦化设备的油加热器、冷凝冷却器、煤馏洗油交换器用管,以及栈桥管桩、矿山坑道的支撑架用管等。 镀锌钢管详细介绍 热镀锌管 热镀锌管是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合。热镀锌是先将钢管进行酸洗,为了去除钢管表面的氧化铁,酸洗后,通过氯化铵或氯化锌水溶液或氯化铵和氯化锌混合水溶液槽中进行清洗,然后送入热浸镀槽中。热镀锌具有镀层均匀,附着力强,使用寿命长等优点。热镀锌钢管基体与熔融的镀液发生复杂的物理、化学反应,形成耐腐蚀的结构紧密的锌一铁合金层。合金层与纯锌层、钢管基体融为一体,故其耐腐蚀能力强。 冷镀锌管 冷镀锌管就是电镀锌,镀锌量很少,只有10-50g/m2,其本身的耐腐蚀性比热镀锌管相差很多。正规的镀锌管生产厂家,为了保证质量,大多不采用电镀锌(冷镀)。只有那些规模小、设备陈旧的小企业采用电镀锌,当然他们的价格也相对便宜一些。建设部已正式下文,淘汰技术落后的冷镀锌管,不准用冷镀锌管作水、煤气管。 冷镀锌钢管镀锌层是电镀层,锌层与钢管基体独立分层。锌层较薄,锌层简单附着在钢管基体上,容易脱落。故其耐腐蚀性能差。在新建住宅中,禁止使用冷镀锌钢管作为给水管。 重量系数 公称壁厚(mm):2.0、2.5、2.8、3.2、3.5、3.8、4.0、4.5。 系数参数(c):1.064、1.051、1.045、1.040、1.036、1.034、1.032、1.028。 注:钢材力学性能是保证钢材较终使用性能(机械性能)的重要指标,它取决于钢的化学成分和热处理制度。在钢管标准中,根据不同的使用要求,规定了拉伸性能(抗拉强度、屈服强度或屈服点、伸长率)以及硬度、韧性指标,还有用户要求的高、低温性能等。 钢的牌号:Q215A;Q215B;Q235A;Q235B。 试验压力值/Mpa:D10.2-168.3mm为3Mpa;D177.8-323.9mm为5Mpa 现行标准 镀锌管国家标准及尺寸标准 GB/T3091-2015 低压流体输送用焊接钢管 GB/T13793-2016 直缝电焊钢管 GB/T21835-2008 焊接钢管尺寸及单位长度重量 镀锌钢管用途 使用说明 常说的镀锌管,镀锌管的用途煤气、暖气用的那种铁管也是镀锌管,镀锌管作为水管,使用几年后,管内产生大量锈垢,流出的黄水不仅污染洁具,而且夹杂着不光滑内壁滋生的细菌,锈蚀造成水中重金属含量过高,严重危害人体的健康。 生产步骤 工艺流程为:黑管——碱洗——水洗——酸洗——清水漂洗——浸助剂——烘干——热浸镀锌——外吹——内吹——空冷——水冷——钝化——水漂洗——检验——称重——入库。 技术要求 1、牌号和化学成分 镀锌钢管用钢的牌号和化学成分应符合GB/T3091所规定的黑管用钢的牌号和化学成分。 2、制造方法 黑管的制造方法(炉焊或电焊)由制造厂选择。镀锌采用热浸镀锌法。 3、螺纹及管接头 (a) 带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。螺纹应符合YB 822的规定。 (b)钢制管接头应符合YB 238的规定;可锻铸铁管接头应符合YB 230的规定。 4、力学性能 钢管镀锌前的力学性能应符合GB 3091的规定。 5、镀锌层的均匀性镀锌钢管应作镀锌层均匀性的试验。钢管试样在硫酸铜溶液中连续浸渍5次不得变红(镀铜色)。 6、冷弯曲试验公称口径不大于50mm的镀锌钢管应作冷弯曲试验。弯曲角度为90°,弯曲半径为外径的8倍。试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。试验后,试样上不应有裂缝及锌层剥落同象。 7、水压试验水压试验应在黑管进行,也可用涡流探伤代替水压试验。试验压力或涡流探伤对比试样尺寸应符合GB 3092的规定。钢材力学性能是保证钢材较终使用性能(机械性能)的重要指标, 力学性能 ①抗拉强度(σb):试样在拉伸过程中,在拉断时所承受的较大力(Fb),除以试样原横截面积(So)所得的应力(σ),称为抗拉强度(σb),单位为N/mm2(MPa)。它表示金属材料在拉力作用下抵抗破坏的较大能力。式中:Fb--试样拉断时所承受的较大力,N(牛顿); So--试样原始横截面积,mm2。 ②屈服点(σs):具有屈服现象的金属材料,试样在拉伸过程中力不增加(保持恒定)仍能继续伸长时的应力,称屈服点。若力发生下降时,则应区分上、下屈服点。屈服点的单位为N/mm2(MPa)。 上屈服点(σsu):试样发生屈服而力**下降前的较大应力; 下屈服点(σsl):当不计初始瞬时效应时,屈服阶段中的较小应力。 式中:Fs--试样拉伸过程中屈服力(恒定),N(牛顿)So--试样原始横截面积,mm2。 ③断后伸长率:(σ)在拉伸试验中,试样拉断后其标距所增加的长度与原标距长度的百分比,称为伸长率。以σ表示,单位为%。式中:L1--试样拉断后的标距长度,mm; L0--试样原始标距长度,mm。 ④断面收缩率:(ψ)在拉伸试验中,试样拉断后其缩径处横截面积的较大缩减量与原始横截面积的百分比,称为断面收缩率。以ψ表示,单位为%。式中:S0--试样原始横截面积,mm2; S1--试样拉断后缩径处的较少横截面积,mm2。 ⑤硬度指标 :金属材料抵抗硬的物体压陷表面的能力,称为硬度。根据试验方法和适用范围不同,硬度又可分为布氏硬度、洛氏硬度、维氏硬度、肖氏硬度、显微硬度和高温硬度等。对于管材一般常用的有布氏、洛氏、维氏硬度三种。 布氏硬度(HB):用一定直径的钢球或硬质合金球,以规定的试验力(F)压入式样表面,经规定保持时间后卸除试验力,测量试样表面的压痕直径(L)。布氏硬度值是以试验力除以压痕球形表面积所得的商。以HBS(钢球)表示,单位为N/mm2(MPa)。 性能影响 ( 1 )碳;含碳量越高,钢的硬度就越高,但是它的可塑性和韧性就越差. ( 2 )硫;是钢中的有害杂物,含硫较高的钢在高温进行压力加工时,容易脆裂,通常叫作热脆性. ( 3 )磷;能使钢的可塑性及韧性明显下降,特别的在低温下较为严重,这种现象叫作冷脆性.在优质钢中,硫和磷要严格控制.但从另方面看,在低碳钢中含有较高的硫和磷,能使其切削易断,对改善钢的可切削性是有利的. ( 4 )锰;能提高钢的强度,能消弱和消除硫的不良影响,并能提高钢的淬透性,含锰量很高的高合金钢(高锰钢)具有良好的耐磨性和其它的物理性能. ( 5 )硅;它可以提高钢的硬度,但是可塑性和韧性下降,电工用的钢中含有一定量的硅,能改善软磁性能. ( 6 )钨;能提高钢的红硬性和热强性,并能提高钢的耐磨性. ( 7 )铬;能提高钢的淬透性和耐磨性,能改善钢的抗腐蚀能力和抗氧化作用. ( 8 )锌;为提高的耐腐蚀性能,对一般钢管(黑管)进行镀锌。镀锌钢管分热镀锌和电钢锌两种,热镀锌镀锌层厚,电镀锌成本低,所以有了镀锌钢管。 镀锌钢管除锈方法 1、首先利用溶剂清洗钢材表面,把表面的**物去除, 2、然后使用工具除锈(钢丝刷),去除松动或倾斜的规模,铁锈,焊渣等, 3、使用酸洗的方式。 镀锌分为热镀和冷镀,热镀不易生锈,冷镀较易生锈。 镀锌钢管连接方式 镀锌钢管连接方式:螺纹,焊接。 滚槽方式连接 (一)滚槽焊缝开裂 1、将管口压槽部分的内壁焊筋磨平,减少滚槽阻力。 2、调整钢管与滚槽设备的轴心,并要求钢管与滚槽设备水平。 3、调整压槽速度,压槽成型时长不能**过规定,均匀、缓慢施力。 (二)滚槽钢管断裂 1、将钢管管口压槽部分内壁焊筋磨平,减少滚槽阻力。 2、调整钢管与滚槽设备的轴心,要求钢管与滚槽设备水平。 3、调整压槽速度,压槽速度不能**过规定,均匀、缓慢施力。 4、检查滚槽设备的支撑辊与压力辊的宽度和型号,是否存在两辊尺寸不相匹配而造成咬合现象。 5、用游标卡尺检查钢管的沟槽是否规定。 (三)滚槽机滚压成型的沟槽应符合下列要求 1、管端至沟槽段的表面应平整无凹凸、无滚痕。 2、沟槽圆心应与管壁同心,沟槽宽度、深度应符合要求,并检查卡箍件型号是否正确。 3、在橡胶密封圈上涂抹润滑剂并检查橡胶密封圈是否有损伤,润滑剂不得采用油润滑剂。 焊接式连接 1、镀锌钢管管口对接后不在一条直线和钢管存在斜口的问题,建议将钢管管头截掉一小段儿后再进行加工。 2、镀锌钢管管口对接后出现两支管口对接不严现象,导致焊口薄厚不均匀;以及钢管由于本身原因或运输磕碰,造成管口椭圆,建议将钢管管头截掉一小段儿后再进行加工。 3、镀锌钢管管口对接后,管口部位出现砂眼: 4、焊接时由于技术原因造成。 5、管口存在锌瘤,造成焊接困难和砂眼问题,对锌瘤过大、过多管进行简单的锌瘤去除处理。 车丝式连接 1、丝扣乱扣:管箍与丝扣不能完全接触、松动,截掉乱扣部分,重新车丝安装。 2、钢管丝扣与管箍丝扣不吻合,不能连接,应更换管箍或调整设备重新车丝。 3、钢管车丝后漏印:测量钢管的壁厚是否能够达到车丝管标准厚度要求。
欢迎来到云南驰宇建材有限公司网站,我公司位于灵秀而迷人,三面环山,南濒滇池,湖光山色,**成趣的昆明市。 具体地址是云南昆明公司街道地址,联系人是戴龙生。
主要经营 本公司常年经营*钢材现货批发及配送业务,主营产品:角钢、槽钢、镀锌角钢、镀锌槽钢、扁钢、工字钢、H型钢、C型钢等型材,镀锌板、冷板、开平板、中厚板等、螺纹钢线材,盘螺等.......主要从事大量批发各种*钢筋,钢结构工程,消防管道工程,资金实力雄厚,销售规模庞大,业务遍及十多个省市地区。。
单位注册资金:人民币 200 万元 - 300 万元。
我们公司主要供应云南镀锌方管商,云南方管经销商,云南方矩管批发商等,公司郑重承诺:以较好的质量,较低的价格,较完善的后服,来答谢新老客户,所以选择我们,就等于选择财富!
本页链接:http://www.cg160.cn/vgy-98401221.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 产品推荐
- 台州细颗粒石墨模具规格 现货供应 潮南标准钢纤维井盖厂家 重量轻 强度高 牢固性高 昆明EDM-3 高纯石墨块-现货供应 等钢材产品 长沙挡墙用钢模板订制 台州石墨硬毡 欢迎来电详谈 景德镇ISEM-8 高纯石墨块-现货供应 防城港石墨电极型号 浙江拉铜石墨模具电话 安徽EDM-AF5 济南IG-310 生产批发商 三亚挡墙用钢模板订做 石家庄ER9200 高纯石墨块
- 相关文章
- 格宜镇方管 壁厚均匀 家居机械**矩形管 耐腐蚀田坝镇镀锌方管小口径钢管 16×16×0.4 护栏管材羊场镇冷拉无缝方管 精密矩形管 光亮方管 材质20# 16mn冷拔异型钢管倘塘镇镀锌方矩管 q235b热浸锌带方管 q235d大口径黑方管落水镇q355b方管 80x40x4矩形管 延展性良好 长度可定尺务德镇镀锌管q235b热镀锌管方矩管可切割大小口径厚壁无缝方管海岱镇批发钢结构建筑幕墙厚壁q235b矩形管40*80-50*100热镀锌方管龙场镇6米热镀锌方管40*80*3 材质q235b q355b无缝矩形管 规格齐全龙潭镇板房建筑结构用60*40*60*80镀锌方管 热镀锌防锈方矩管热水镇热镀锌方管厂家 房屋桥梁用 40*80直角方矩管 表面光亮宝山镇激光切割打孔开槽来图加工定制钢管圆管方管东山镇矩型管现货10*10—300*300建筑结构用q235b方管可焊接配送到厂
关于云南驰宇建材有限公司
商铺首页 |
更多产品 |
联系方式
- 我要给“昆明镀锌钢管厂家报价 定制供应热镀锌管”留言
- 更多产品