- 产品描述
激光焊接是激光材料加工技术应用的重要方面之一,嘉华恒创激光焊接机主要分为脉冲激光焊接和连续激光焊接两种
:
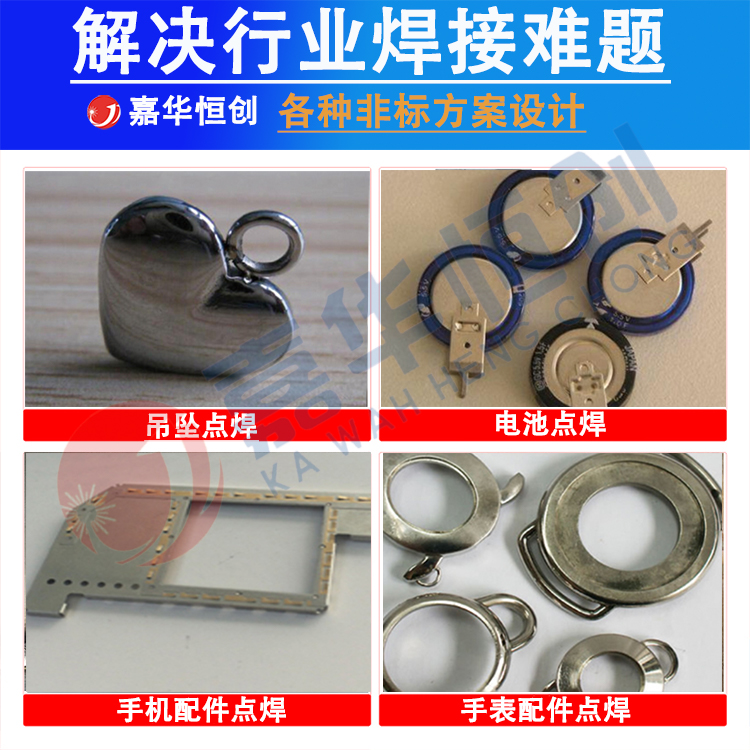
脉冲激光主要用干1m m厚度以内薄壁金属材料的点悍和缝焊,其悍接过程属干热传导型,即激光加热工件表面,再通过热传导向材料内部扩散,通过控制激光脉冲的波形、宽度、峰值功率和重复频率等参数,使工件之间形成良好的连接。在3 C产品外壳、锂电池、电子元器件、模具补焊等行业有着大量的应用,脉冲激光焊接的优点是工件整体温升很小,热影响范围小,工件变形小。
连续激光焊接大部分都是高功率激光器,功率在500瓦以上,一般1mm以上的板材都应该使用这种激光器,其焊接机理是基于小孔效应的深熔焊,深宽比大,可达到5:1以上,焊接速度快,热变形小。在机械、汽车、船舶等行业有着广泛的应用,还有一部分小功率连续激光器,功率在 几十到几百瓦之间,它们在塑料焊接及激光钎焊这些行业使用得比较多
织链机激光焊接机
一台您能让您省心,省时,省力的高精密度的激光机
激光焊接可用于焊接不锈钢、铝、铜、金、银、铬、镍、钛等金属或合金,也可用于不同材料之间的各种焊接如:铜-黄铜、钛-金、钛-钼、镍-铜等。 可用于生产各种链如:单扣环侧链等
氩弧焊接是电弧焊的一种,利用连续送进的焊丝与工件之间燃烧的电弧作热源,由焊炬喷嘴喷出的气体保护电弧来进行焊接的但焊接热影响面积大、焊点大等缺点,氩弧焊接使用非消耗电与保护气体,常用来焊接薄工件,但焊接速度较慢,且热输入比激光焊大很多,易产生变形;而激光焊焊缝的特点是热影响区范围小,焊缝较窄,焊缝冷却速快,焊缝金属性能变化小,焊缝较硬。目前氩弧焊接在精密焊接方面已逐被激光焊接所代替。
焊接工艺
连续焊接出光频率非常高,如果在采取了很好的焊接保护及合适的焊接参数的情况下,可以得到一条均匀而光滑的焊缝,这种焊缝基本不需要打磨或者抛光处理。而脉冲焊接由于出光频率较低,在工作中就可以听出清晰而间断的敲击声,得到的也是一条平整的鱼鳞状焊缝,有些类似于氩弧焊焊缝,或者根据需要,也会形成饱满的单点焊斑。在工艺加工过程中,连续焊接只需要选定合适的焊接轨迹、运行速度、功率大小等几个参数,相对简单,而脉冲焊接就需要对脉宽、出光频率,单脉冲功率、运行速度及脉冲波形等较多参数行进综合考虑,相对复杂。
激光焊接是高能束焊的一种,一般是采用激光焊接设备进行焊接,激光焊接是利用大功率相干单色光子流聚焦而成的激光束为热源进行的焊接。优点是不需要在真空中进行,能进行的能量控制,因而可以实现精密器件的焊接。
激光外子母链机产品详情:
线径参考
0.25mm/0.80mm
速度
50-100rpm
输入电源 220V/50Hz
额定功率 550W
机体尺寸
97cm×104cm×153cm
机体重量 300KG
如何选择(连续/脉冲)两种焊接方式,是一个需要综合考虑的问题,价格、使用成本、工艺要求、生产效率等因素都应该兼顾到。脉冲焊效率低,使用成本高,但是成本低、单脉冲能量高;连续焊效率高、运营成本低但**较高,两者各有优劣,所以各有不同的应用范围。
学界和业内对于二者的划分并无一个统一明确的标准,比较通行的说法是当重复出光频率在102Hz及以下时,是为脉冲(简称Pulsed),102~103Hz时为准连续(简称QCW), 103~106Hz时为连续(简称CW),106~109Hz甚至较高时为**连续。比如大家很熟悉的金属切割领域,IPG、锐科等的光纤激光器典型频率参数是5000Hz,而早期的Nd3+:YAG固体激光切割机典型频率300Hz。在各自功率参数方面,连续激光器一般只给出功率,脉冲激光器会给出单脉冲功率,平均功率和脉宽及频率等,具体划算方法是:平均功率=单脉冲功率×脉宽×频率。






深圳市嘉华恒创激光科技有限公司是一家研发生产销售激光打标机(激光打字印机)、激光雕刻机、激光切割机、激光焊接机等设备的激光厂家。公司长期与各高校合作,凭借着雄厚的技术实力及完善的服务网络在激光打标、雕刻、焊接、切割市场为全国各地的客户提供一站式的激光设备、服务和化定制的解决方案,实现客户的潜在增长,持续为客户创造长期**。我们公司制造的激光设备广泛应用于电子、ic芯片、电工电器、服装皮革、工艺礼品、照明灯具、珠宝饰、木器竹器、五金工具、钟表眼镜、卫浴洁具、仪器仪表、汽摩配件、手机通讯部件等金属制品行业。
欢迎来到深圳市嘉华恒创激光科技有限公司网站,我公司位于经济发达,交通发达,人口密集的中国经济中心城市—深圳。 具体地址是广东深圳龙岗区公司街道地址,负责人是刘莉兰。
主要经营深圳市嘉华恒创激光科技有限公司是一家激光焊锡设备厂家,主营产品:手拿激光焊接机、不锈钢金属制品激光焊接机、18K、24K金激光点焊机、三轴自动化焊接机等。我们公司制造的激光设备广泛应用于电子、ic芯片。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造**的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-97097060.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 产品推荐
- 上海精密激光切割机 江苏乾镭智能科技供应 迪庆激光熔覆设备 LJ-RF-6000W 江西精细颗粒粉料除铁器工厂直销 佛山乔岳智能供应 徐汇区非标蜗轮蜗杆加工 诚信经营 上海畅晨机械设备供应 压力管道管线探测仪有哪些 上海威脉科技供应 赤峰高温双层卸灰阀配件 来电咨询 浙江新华阀门制造供应 嘉兴牧场发料车设备厂家 嘉善剑桥机械股份供应 浙江微型伺服电缸 诚信为本 恒立佳创精密工业设备供应 四川管端成型机型号 欢迎来电 苏州博玛特自动化设备供应 常州自动打螺丝机厂家 服务至上 常州三匠智能科技供应 云南微型电动副射台哪家好 深圳市基米尔精密设备供应 多工位数控龙门磨床厂商 值得信赖 中贸精密机械供应
深圳市嘉华恒创激光科技有限公司是一家研发生产销售激光打标机(激光打字印机)、激光雕刻机、激光切割机、激光焊接机等设备的激光厂家。公司长期与各高校合作,凭借着雄厚的技术实力及完善的服务网络在激光打标、雕刻、焊接、切割市场为全国各地的客户提供一站式的激光设备、服务和化定制的解决方案,实现客户的潜在增长,..
- 我要给“不锈钢手持式激光焊接机 株洲模具激光补焊”留言
- 更多产品