- 产品描述
江阴市昭瑞钢板有限公司下料范围:减速机轴承座,齿轮箱体轴承座,锻压设备,液压设备,船舶设备、轧钢机牌坊,重型机械底座、大型船舶配重块、机床侧板、工作平台、重型预埋件、大型轴承座、法兰盘、重型机械底座等特大切割件下料。
根据钢板生产厂家的要求。客户钢板的生产厂家时。原因在于客户已经对所的钢厂生产的钢板质量比较放心。多次使用过已经建立起很高的信任度和认可度。鉴于对客户采购钢板资金成本上的考虑,在保证钢板质量达到客户要求的前提下,可以推荐有价格优势同等级别的一类钢厂或二类钢厂
根据自动钢板切割和半自动切割的不同方法,调整每个割的距离,确定后拖,并考虑切口补偿;在切割过程中,割炬切割角度的大小和方向主要取决于钢板的厚度。组。A当进行自动切割时,将钢板放在气割平台上,两端钢板端部与导轨之间的距离应调整在mm范围内。在半自动切割的情况下,导轨应放置在切割钢板的平面上,然后将切割灯放置在导轨上。割炬的一侧面向操作者,根据钢板的厚度选择切割喷嘴,以调整直线度和切割速度。
根据自动切割和半自动切割的不同方法,调整每个割的距离,确定拖动量,并考虑切口补偿;在切割过程中,割炬切割角度的大小和方向主要是钢板根据厚度,当进行厚板气割时,切割喷嘴垂直于工件表面。切割整个部分后,切割喷嘴移动并转变为正常的气割。当气割即将到达终点时,慢速应略微减慢,以使切割的下部完全堵塞。C根据板的厚度,调整切削参数。切割参数包括切割喷嘴型氧气压力切割速度和预热火焰的能量。工艺参数的选择主要基于气割机的类型和可切割钢板的厚度。
对于切割钢板,测试相同类型的钢板,确定切割参数,并检查切割喷嘴的通风。
气割完毕后,应对钢材切割面进行检查,其切割面应无裂纹、夹渣和大于1mm的缺棱,检查方式为外观检查。 气割完毕后,应在切割件上工程名称、零件编号及所属班组。 切割后零件的外观质量应作为常规项目进行检查,如切割后零件的外形尺寸、断面光洁度、槽沟、断口垂直度、坡口角度、钝边高度、局部缺口、毛刺和残留氧化物;气割后零件的允许偏差。无论是利用多头直条及数控切割进行主材下料或利用半自动切割进行小件加工、坡口加工,切割断面上深度**过1mm的局部缺口、深度大于的割纹以及断面残留的毛刺和熔渣,均应给予焊补和打磨光顺。 主材切割完毕后,应进行标识,内容包括:工程名称、构件编号、构件规格、构件材质。
火焰切割设备的成本低并且是切割厚金属板经济有效的手段,但是在薄板切割方面有其不足之处。与等离子比较起来,火焰切割的热影响区要大许多,热变形比较大。为了切割准确有效,操作人员需要拥有高**技术才能在切割过程中及时回避金属板的热变形。
火焰切割方法有割炬切割和切割机切割两种。由工作原理类似于火焰的切割炬、定尺机构和切缝清理装置组成。定尺机构**械式、脉冲式和光电式,可以实现自动定尺。切缝清理装置清理切缝口粘附的残渣,以防影响轧制时钢材的表面质量。清理方法有用刮刀刮掉粘渣的,也有用一组高速旋转的尖角锤头打掉粘渣和毛刺的。火焰切割机多作为连铸机后钢坯的在线切割设备,切割大断面方坯、板坯及大管坯,还用来切割厚度大于50mm的成品钢板。
我们公司坚持:以诚信赢得客户,以品质满足客户。欢迎各界朋友莅临、参观和业务洽谈!


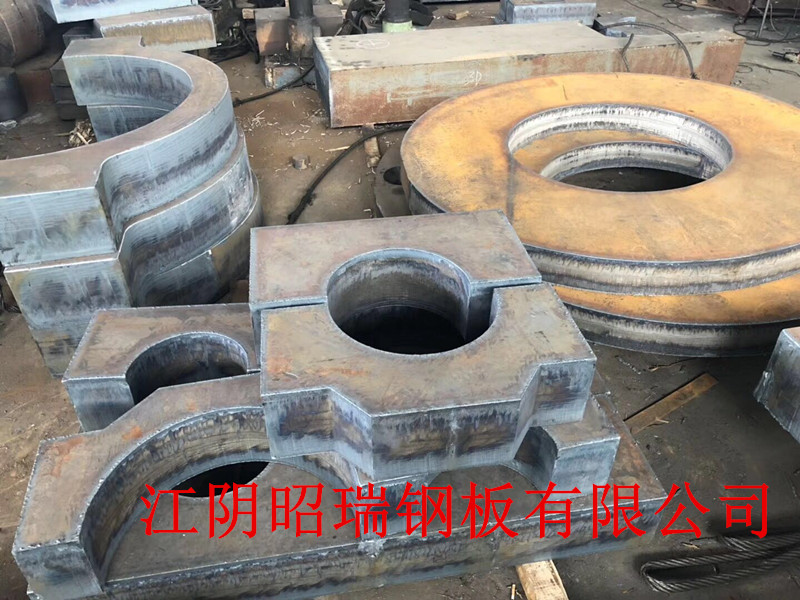
江阴市昭瑞钢板有限公司是专业从事钢板数控切割、钢板零割、特厚钢板数控下料及加工、配送等一站式服务。公司位于江苏省江阴市,地理位置优越、交捷。 公司是国内大型厚钢板加工企业,现货库存原材料来源于兴澄特钢、沙钢、南钢、新钢、舞钢等优特钢资源**。专业为国内重工装备企业做特厚钢板配套下料加工业务。 我公司下料范围:减速机轴承座,齿轮箱体轴承座,锻压设备,液压设备,船舶设备、轧钢机牌坊,重型机械底座、大型船舶配重块、机床侧板、工作平台、重型预埋件、大型轴承座、法兰盘、重型机械底座等特大切割件下料。专业切割厚度10~600mm,切割材质:Q235B、Q345B/C/D/E、35#、45#、Q690、Q460,Q345R、40CR、42crmo等特殊材质。 我公司承诺广大客户:做好产品、好质量、好售后。坚定“诚信赢得客户、服务创造**”的服务理念。
欢迎来到江阴昭瑞钢板有限公司网站,我公司位于有布码头、钱码头、窑码头、丝都、米市之称的无锡市。 具体地址是江苏无锡江阴市公司街道地址,负责人是杨经理。
主要经营钢板切割加工。
我司主要供应:钢铁 特殊钢 合金钢 等,我们的产品质量优等,种类齐全,我的销售范围广,我们的服务客户满意;如果您对我公司的产品有兴趣,请在线留言或者来电咨询。
本页链接:http://www.cg160.cn/vgy-95730033.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于江阴昭瑞钢板有限公司
商铺首页 |
更多产品 |
联系方式
江阴市昭瑞钢板有限公司是专业从事钢板数控切割、钢板零割、特厚钢板数控下料及加工、配送等一站式服务。公司位于江苏省江阴市,地理位置优越、交捷。 公司是国内大型厚钢板加工企业,现货库存原材料来源于兴澄特钢、沙钢、南钢、新钢、舞钢等优特钢资源**。专业为国内重工装备企业做特厚钢板配套下料加工业务。 我公司下..
- 我要给“湖北钢板零割厂 钢板切割 保质保量”留言
- 更多产品