
- 产品描述
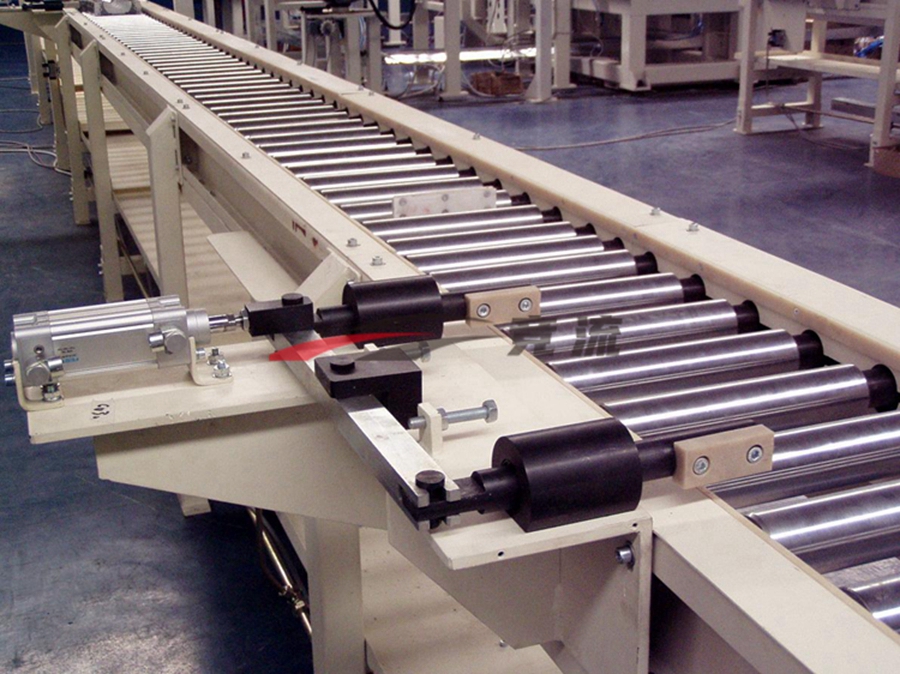
流水线在工业生产中扮演着重要的角色,优化流水线直接关系着产品的质量和生产的效率,因此成为企业不得不关注的话题。
1、优化流水线站的作业时间, 及多久放一片板子, 此为满足生产计划量所必须的投入cycle时间。但在实际上,瓶颈站的作业时间必然大于站, 站一定不是瓶颈站, 所以站不一定会完全依要求的cycle时间去投入, 因为瓶颈站已拖慢他的速度, 故从管理的角度来看, 要确实要求站作业者依规定速度投入。流水线的输送带速度也可反推算出日产量, 下面为输送带速度的公式:
输送带的pitch时间 = 整日的上班时间/日产量*(1+不良率)
输送带的速度= 记号间隔距离 /输送带的pitch时间
所谓记号间隔距离, 在流水线的皮带上所做的记号间的距离, 希望作业者依记号流经的速度完成作业并放置在皮带线上; 但炼条线并没有做记号, 就以板子的长度当做记号间隔距离。为何要用输送带? 除了运送物品外, 还有半强制作业者依计划完成作业的功能, 但不是一味地加快去试试看, 而应依上述公式去计算求得。
2、观察流水线上哪一站是瓶颈站:
(1)永远忙个不停的站;
(2)老是将板子往后拉的站;
(3)从该站开始, 原本一片接着一片的板子, 中间出现了间隔。
上面三点是目视就可察觉的, 再来就是用秒表量, 作业时间是所有站中长的。
瓶颈站的作业时间就变成了整条流水线实际产出的cycle时间, 而日产量公式如下:
日产量 = 实整日的上班时间/际cycle时间
故现场只要减少其作业时间, 就可明显提升产量, 如将零件拿一些给别站做、使用治工具以节省动作、改善作业域的配置等等。但在解决瓶颈站后, 可能会出现新的瓶颈站, 所以又要对此新的瓶颈站进行改善, 因此持续盯着瓶颈站改善, 整条流水线的效率就会日日提升。
3、观察流水线后一站收板子的cycle时间, 也就是实际产出的cycle时间, 这站的cycle时间必相等于瓶颈站。从这站可推算出这条流水线线的效率如何, 公式如下:
效率 = 投入cycle时间/实际cycle时间 = 站的作业时间/后一站的作业时间
当然也可用瓶颈站的作业时间来算, 不过观察后一站总是较简单、实际。
在流水线上的在制品数量就等于:
( 后一站的作业时间 - 站的作业时间 ) * (整日的上班时间/后一站的作业时间)
4、稼动率的观察
稼动率 = 在作业的时间 / 整日的上班时间
所谓稼动就是流水线上有效的工作, 作业者坐在位子上并不表示他有在工作, 有在工作才能做出产品来, 所以要观察作业者在作业的时间。但在实际上, 不可能全天对每个作业者进行测量, 所以有种工作抽查的手法来仿真测量, 其实说穿了就是不时去看作业者在做什么。
5、流水线作业者坐在位子上并不表示他有认真在工作, 所以后就是观察每一个作业者的作业速度, 速度是一个很抽象的概念, 光从目视很难来比较跟量化, 所以在心里建立起一个标准速度, 快过它就算好, 动作精简、固定而有节奏地进行, 往往有较好的作业速度, 反之不佳, 如此来观察就比较简单。




竞流装备技术(北京)有限公司恪守着“至上、服务、以客为尊、用诚至信”的经营宗旨,依靠科技创新,优化产品结构,拓展经营领域,开辟国内市场。斯凯乐安徽流水线合肥流水线公司深知:创新是企业存在的生命,只有不断的创新,才能在竞争中处于主动,立于不败之地。斯凯乐安徽流水线合肥流水线利用自身具备的强劲技术优势,在发展中,始终以市场为主导地位,不断追求创新,建立了的研发团队和生产基地。在行业之中,我们始终奉守着“不敢言大,但求专精”的基本理念,在工作中,始终把顾客的需求放在位,精益求精的严格要求自己。在管理中,采取的人性化与制度化相结合的管理模式,合理化、积化及活泼化的管理思想,使我们对自我的要求不断的提升。这样,在发展中,我们才得以保持强劲的市场活力;在与所有渠道伙伴的精诚合作中,我们取优补短,才得以不断的成长与壮大。"有朋自远方来",我们的成长,离不开社会各界朋友的支持与关爱,我们愿与社会各界朋友携手并肩,共创非标机械行业的美好未来,为国家的经济建设出份微薄之力,来回报社会。 我们的主营产品有:成套汽车摩托车零部件生产线、成套两轮三轮摩托车总装生产线、包装输送线、汽油机输送线、发动机输送线、部装输送线、电动自行车 装配线、减震器装配线、沙滩车装配线、水泵输送线、农用机装配线;机生产线、空调机生产线、洗衣机输送线、电冰箱生产线、电脑输送线、彩电流水线、消毒柜流水线、微波炉流水线、电饭煲流水线、滑板车、电子元件等各种装配生产流水线,也可根据客户的实际需要进行对口适应性的设计制造。 我们的合作企业有:三一重工、江苏鱼跃、日照中大跑步器材、南京尼康、温州正泰、合肥绿宝、绍兴雪花..
欢迎来到竞流装备技术(北京)有限公司网站,我公司位于拥有6项*遗产,拥有文化遗产项目数较多的城市,一座有着三千余年建城历史、八百六十余年建都史的历史文化名城,拥有众多历史名胜古迹和人文景观的中国“八大古都”之一 —北京。 具体地址是北京顺义公司街道地址,负责人是杨先生。
主要经营竞流装备技术(北京)有限公司恪守着“至上、服务、以客为尊、用诚至信”的经营宗旨,依靠科技生产北京流水线,天津流水线,廊坊流水线。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造**的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-95351449.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 产品推荐
- 肇庆PLC编程常用知识 领控供应 蔡甸区使用齿轮箱检修 推荐咨询 武汉戴蒙德环保供应 浙江不锈钢剑栅除渣机厂家供应 诚信经营 东莞市励森机械科技供应 浙江平板拉袋离心机检修 服务至上 江苏兴科制药设备制造供应 温江区快走丝线切割机床维修改造怎么样 诚信经营 成都正川精机机电设备供应 深圳全自动流水线包装机厂家推荐 南京龙平食品包装供应 江苏吹塑增压机 和谐共赢 江阴开源压缩机供应 厦门永磁干粉磁选机推荐货源 佛山乔岳智能供应 上海修复导线预绞式 诚信为本 上海神勇机械供应 浙江无尘净化安装 温州佳泰净化供应 湖南服装火机袋贴袋机厂家电话 东莞乾清自动化缝纫设备供应 国产减压阀型号 上海福珂流体控制供应
关于竞流装备技术(北京)有限公司
商铺首页 |
更多产品 |
联系方式
竞流装备技术(北京)有限公司恪守着“至上、服务、以客为尊、用诚至信”的经营宗旨,依靠科技创新,优化产品结构,拓展经营领域,开辟国内市场。斯凯乐安徽流水线合肥流水线公司深知:创新是企业存在的生命,只有不断的创新,才能在竞争中处于主动,立于不败之地。斯凯乐安徽流水线合肥流水线利用自身具备的强劲技术优势..
- 我要给“臭氧检测仪流水线 激光除锈机流水线”留言
- 更多产品








相关分类






