- 产品描述
oufj1Sw窄间隙焊接焊丝倾斜角的方向和大小对焊缝成形的影响:增加焊丝伸出长度可以在焊接电流不变的情况下提高焊丝的沉积速度25%-50%,但当电弧电压较低时,焊缝熔深和宽度会减小,增加焊丝伸出长度焊接的焊缝形状与正常焊丝伸出长度焊接的焊缝形状完全不同。因此,当需要较大的熔深时,不宜增加焊丝的伸出长度。为了提高焊丝的熔敷速度和延长焊丝的长度,应同时提高电弧电压以保持合适的电弧长度。具有预热焊丝功能的埋弧焊可以在不增加母材热输入的情况下,提高焊丝的熔化速度,增加焊丝的熔敷量,达到提高焊接效率的目的。
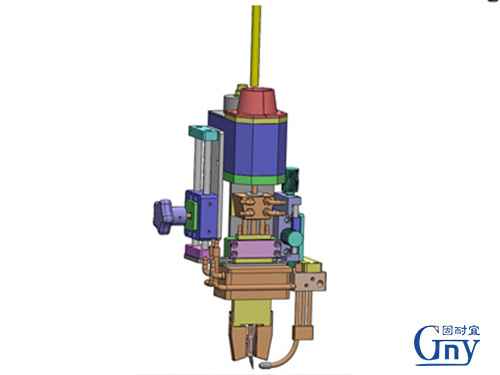
窄间隙焊是厚板对接接头焊前不开坡口或只开小角坡口,留有窄而深的间隙的高效焊接方法。整个焊缝由MIG焊或埋弧焊完成。广泛用于碳钢、低合金钢、铝合金和钛合金。其优点是:减少钎料用量,降低成本。减少变形,易于控制。焊接热输入低,焊缝金属和热影响区的力学性能较好。可采用喷射过渡的熔滴过渡形式进行全位置焊接。设备的可靠性很高,价格也贵。焊丝位置要准确,对电弧的任何不稳定现象都要敏感。容易产生缺陷(应及时修复)。
为了实现灯丝窄间隙焊连接,焊枪中的接触喷嘴应该是平的,并且其表面应该覆盖有绝缘的聚氟乙烯膜。接触喷嘴应该是水冷的,以防止高温烧坏。此外,接触喷嘴应由焊缝跟踪装置引导。此外,焊接电源和送丝机与一般气体保护焊大致相同。高热输入窄间隙焊,主要用于普通碳钢,以提高生产效率。一般焊丝直翘2.4 ~ 4.8 mm,采用大电流;由于DC极性相反,梨形熔透容易引起裂纹。因此,采用DC正向连接或脉冲电流焊接可以达到良好的效果。由于干伸长的限制,板厚小于40mm,只能平焊;若板材厚度**过40mm,则应采用接触喷嘴深入间隙的结构,间隙应加大到11 ~ 15 mm。
郑州固耐宜科技有限公司是一家集研发、生产、销售、服务为一体的技术创新型装备研发企业,致力于为客户提供有关煤矿机械行业的液压缸焊接制造和再修复设备、石油化工核电行业大厚板窄间隙焊接、航天**行业增材制造堆焊修复设备以及自动化焊接**设备和机器人系统应用的的生产服务及技术支持,诚挚欢迎国内外广大客户来参观洽谈。
公司先后为各行业提供数量众多的**自动焊接设备,为用户单位解决众多焊接技术难题,得到了许多企业的肯定。目前,我们的产品已广泛应用于宇通集团、平高集团、洛阳七二五所、平煤机集团、郑州煤机集团、许继集团、森源电气、一拖集团、山西晋城清华机械厂、襄樊二汽、卡特彼勒等大中型企业。
郑州固耐宜科技有限公司以高技术能力、高产品质量、高服务品质、高商业信誉的“四高”企业准则,愿与客户之间架起真诚沟通、互惠互利的桥梁共同发展,共创辉煌未来。
欢迎来到郑州固耐宜科技有限公司网站,我公司位于中国商代早期和中期都城,商文明的发源地—郑州市。 具体地址是河南郑州金水区公司街道地址,负责人是李总。
主要经营oufj1Sw河南堆焊推荐固耐宜科技,主要以河南堆焊,窄间隙焊接设备生产研发以及河南自动焊接技术研发为主,服务面向国内多地客户,先后为各行业提供数量众多的各种**自动焊接设备,为用户单位解决众多焊接技术难题,得到了许多企业的肯定,欢迎广大客户前来咨询。。
单位注册资金:人民币 100 万元 - 200 万元。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造**的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-94284652.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 产品推荐
- 上海糖浆泵生产 来电咨询 上海莱敦机械设备供应 陕西定制除尘器厂家现货 成都志恒川砼科技供应 合肥紧凑型多列包装机厂家 南京龙平食品包装供应 珠海制药厂生物质燃料现货批发 推荐咨询 佛山坤诚生物质能源供应 河南金属型材缩管机 真诚推荐 张家港市财泰机械供应 龙湾区扭力控制电机哪家好 欢迎来电 温州坤格自动化科技供应 东西湖区进口长伸缩式吹灰器维修 诚信服务 武汉戴蒙德环保供应 南通全功能20型斜身数控车床定制 广东米克智能科技供应 座椅静强度测试台 座椅头枕靠背检测 汽车座椅 浙江金属型材缩管机推荐 推荐咨询 张家港市财泰机械供应 苏州雪糕冷库生产厂家 推荐咨询 南京雪域机电制冷设备工程供应 进口压力阀型号 上海福珂流体控制供应
郑州固耐宜科技有限公司是一家集研发、生产、销售、服务为一体的技术创新型装备研发企业,致力于为客户提供有关煤矿机械行业的液压缸焊接制造和再修复设备、石油化工核电行业大厚板窄间隙焊接、航天**行业增材制造堆焊修复设备以及自动化焊接**设备和机器人系统应用的的生产服务及技术支持,诚挚欢迎国内外广大客户来参..
- 我要给“洛阳埋弧窄间隙焊接设备”留言
- 更多产品

















