- 产品描述
TM-G3焊接机器人本体有TM1400/TM1800/TM2000、WGⅢ控制器和示教器。TM-G3机器人有不同工法与作用,实现多种材料的焊接。TM-G3-GS5/GS6焊接系统:该系统由TM-G3机器人搭载GS系列焊接电源。GS5焊机采用CO2气体实现低飞溅,具有高性能和成本力方面的**优势。低飞溅省去焊渣清理程序。在大间隙焊接,打底焊、厚板高速焊接等方面,GS5焊机都能轻松胜任。GS6是进一步升级,1,无锡视觉焊接机器人方案、新MTS控制,CO2焊接飞溅率进一步降低。2、新SP控制,MAG焊接飞溅率进一步降低。实现薄板及**薄板的低飞溅焊接,适合汽车、金属家具、二轮车、机箱等领域。配合本社的厚板软件及传感装置等,可实现中厚板的高效焊接,无锡视觉焊接机器人方案。标准内置IoT模块和模拟通讯接口,可扩展数字接口。主要焊接方法:CO2,MAG,MIG,MAG脉冲、不锈钢MIG脉冲,无锡视觉焊接机器人方案。电源型号(下述型号无IoT功能和RFID读卡功能):YD-350GS5HGM、YD-350GS5HVM、YD-500GS5HGM、YD-350GS6HGM、YD-350GS6HNE、YD-500GS6HGM。松下G5系列焊机,搭载了物联网IoT模块。可通过4G网络与松下iWeldCloud焊接云管理系统实时通信。把焊接过程中参数上传到云端,从而为用户提供设备故障追踪、设备故障预警、焊接过程分析、焊接参数优化、机器人运行诊断、设备维保支持等服务。汽车零部件焊接机器人系统,就选江苏冀唐智能焊接装备,用户的信赖之选,欢迎新老客户来电咨询。无锡视觉焊接机器人方案
为什么需要焊缝跟踪寻位?1、焊接机器人在焊接过程中会出现工件夹偏、热变形等情况,在机器人焊接后进行人工补焊,增加了成本。2、改善焊接工件来料需要花费巨额成本。3、产品多元化且小批量、焊接精度有要求、对焊接工艺人员要求高。为了提高焊接机器人的效率和降低成本,减少示教的时间和难度,焊缝跟踪寻位的解决方案迫在眉睫。机器人焊缝跟踪寻位系统由两部分组成:焊缝跟踪和焊缝寻位。焊缝跟踪:在焊接位置前安装光学传感器进行数据采集,或通过电源焊接参数采集,传输到焊接机器人,各种模糊控制算法校正焊接机器人轨迹,实现自适应控制,实现焊缝实时跟踪。焊缝寻位:一次或多次寻找来定位焊缝的过程,在焊接之前移动焊接机器人或编辑路径程序准确定位焊接接头。实现焊接机器人焊缝跟踪寻位的方法有两种,外设辅助检测和自身检测。外设辅助检测:激光跟踪、照相成像跟踪。通过光学测量设备来进行焊缝相关数据采集,焊接机器人进行数据比对进行自适应手臂运动轨迹调整,达到焊缝实时跟踪。自身检测:焊丝传感检测、焊接参数实时检测。无锡工业焊接机器人案例自动化焊接机器人系统,就选江苏冀唐智能焊接装备,欢迎来电咨询。
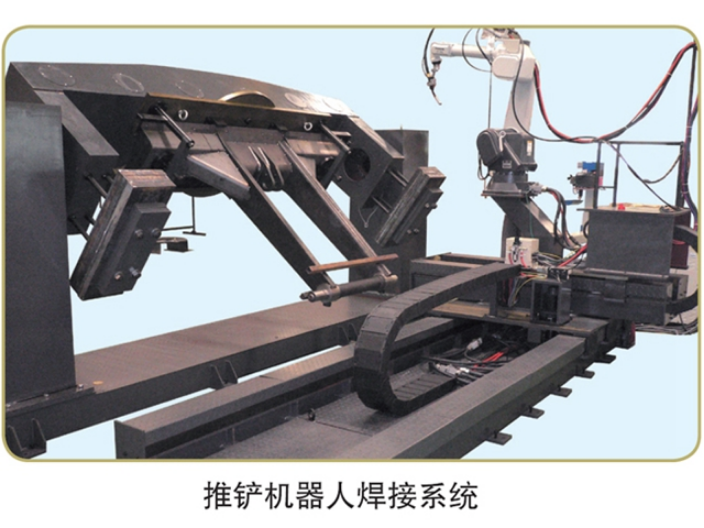
该弧焊机器人工作站包括:2台焊接机器人,焊接机器人三轴变位机,机器人焊接夹具,焊房等相关配置。该焊接机器人工作站,可满足围栏焊接,采用围栏焊接机器人,由人工转变为机器人焊接,现采用双机器人、大三轴回转变位器焊接工作站,进行产品焊接,在追求产能与效率的同时,较好的把控产品质量。项目情介:1、根据围栏长、宽要求,选型采用两台焊接机器人组成双机系统;2、产品正反面均有焊缝,采用翻转架模式,保证产品能一次性焊接成型;3、工作站通过大回转架进行翻转,切换焊接工位,保证人员装件时,始终在工作站前方,有效减少员工劳动强度;4、工位件的遮光板,可防止焊接弧光,防止焊接职业病。5、采用气动夹具,装夹方便稳定;夹具可进行三方向调节,出厂前均进行三坐标测试调整,确保装夹精度;
下面介绍一下焊接机器人工作站的构成和原理。焊接机器人工作站包括焊接机器人本体、变位机、轨道行走系统、焊缝自动跟踪技术、翻转台、安全系统等。焊接机器人在焊接过程中,变位机可将焊件自动翻转,有利于实现有效焊接,提高了焊接的自动化水平。焊缝自动跟踪技术可对焊缝智能识别,通过下达指令,对焊缝实现精确焊接,保证焊缝美观且牢固,提高焊接精确度,稳定焊接质量。自动跟踪传感器可对焊接过程多方面监测。包括“焊接前”、“焊接内”、“焊接后”传感器。焊接前传感器位于焊点前追踪焊缝和定位激光束。焊接中传感器使用照相机或二极管检测焊接过程,相机系统能分析锁眼和焊接池,二极管系统能够检测加工光、热辐射或者反射激光的强度。焊接后传感器检查完成的焊点,确定焊点是否符合质量要求。传感器依靠程序化的极限值来区别零件的优劣。焊接机器人工作站设置安全系统,当焊接作业出现误操作或有人员进入工作范围内,焊接机器人紧急停止作业,保护焊接机器人本体不受损失,减少经济损失。以上就是焊接机器人工作站的工作原理,通过焊接机器人搭配焊缝自动跟踪传感器等辅助设备,焊接效果较好,帮助企业提高企业效益。江苏冀唐智能焊接装备是一家专业提供焊接机器人集成系统的厂家,欢迎新老客户来电咨询。
汽车排气系统从靠近发动机的方向开始,由排气歧管、前管、挠性管、催化转换器、中心管、主消音器和末端管等7个零部件构成。根据车种的不同,有的安装了数个催化转换器,有的安装了副消音器。松下在汽车排气系统焊接机器人方面的优势:1、机器人、变位机和焊机电源等均为松下单一品牌,高速通讯、高焊接效率,各种焊接功能充分发挥。2. 系统内置4系铁素体不锈钢的焊接*系统,可实现品质的焊接。3. 内置焊接智能导航功能,焊接规范设置简单,对操作者技能要求低。4. 可接入松下焊接管理系统,实现网络监控、效率成本数据分析等。5. 具有丰富的系统集成经验和成熟的系统案例。系统构成:机器人焊接方案1:TM-1400-G3(机器人)+350GL(全数字脉冲MIG/MAG焊接电源)。机器人焊接方案2: TM1400-WG3 智能融合型焊接机器人。周边装置:单轴双持变位机。工位:H型双工位布局。夹具:气动压紧式。江苏冀唐智能焊接装备是一家专业提供焊接机器人系统的公司,有需要的欢迎来电咨询。无锡全自动焊接机器人
江苏冀唐智能焊接装备是一家专业提供焊接机器人工作站的公司,拥有丰富的行业案例,欢迎来电咨询。无锡视觉焊接机器人方案
汽车座椅滑轨是汽车零部件技术领域。包括滑动导轨和导轨座及珠架,滑动导轨构成有一对一折壁,底部构成有一对水平的一折边,滑动导轨座构成有一对*二折壁,上部构成有一对水平的*二折边,珠架携滚柱、滚珠而置于滑动导轨座上。受到意外冲击时,由一折边上的一锁定钩与*二折边上的*二锁定钩实行钩配,使滑动导轨充分地保持于滑动导轨座上,确保汽车座椅不会被弹出,有利于提高乘、驾人员的安全,避免造成对乘、驾人员的伤害,所以对焊接要求较高。座椅滑轨大都采用度钢材,一般抗拉强度在500Mpa以上,甚至达到900Mpa。钢板厚度在1.50~2.00mm间。常见焊接机器人方案有:1、适用型方案:TM1400FG3机器人(FG机器人),特点:电源融合型机器人。TM1400G3机器人+350GL/500GL,特点,脉冲MIG焊接,大间隙焊接、熔深控制、双脉冲。低飞溅型方案:TM1400G3机器人+350GS/500GS,特点:较飞溅,双脉冲。**型:TM1400WG3机器人(TAWERS机器人),特点:较飞溅、焊接导航、提升引弧、品质管理等弧焊**功能。TM1400WG3机器人(ActiveTAWERS机器人),较低飞溅、多种弧焊**功能。方案布局:一字型单机器人双工位。变位机:单轴双持变位机。夹具:气动压紧式。无锡视觉焊接机器人方案

冀唐智能焊接装备(江苏)有限责任公司坐落于美丽的江苏省苏州工业园区。是唐山松下产业机器有限公司在江苏成立的焊接机器人系统的销售及服务中心,同时承担唐山开元集团焊接自动化事业部在华东地区的市场拓展。总公司从人才、产品、技术等方面都给予大力支持。公司业务以机器人焊接系统和非标自动化设备的设计研发、生产制作、安装调试和售后服务为主。江苏冀唐焊接装备主要经营松下焊机、机器人及其相关产品,同时为客户提供日本神钢厚板机器人焊接系统、神钢焊接材料及其相关产品及服务。
公司产品以焊接技术为基础,融汇机械、电气、控制及信息等技术,大量应用于汽车、造船、工程机械、建筑钢结构、桥梁钢结构、煤炭机械、压力容器、电力设备、海洋工程、港口机械、机车车辆、家用电器等诸多领域。欢迎来到冀唐智能焊接装备(江苏)有限责任公司网站,我公司位于园林景观其*特,拥有 “中国园林之城”美称的苏州市。 具体地址是江苏苏州吴江区公司街道地址,负责人是王萍。
主要经营焊接机器人|焊接机器人工作站|松下焊机|自动焊接装备。
单位注册资金:人民币 200 万元 - 300 万元。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造**的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-94236549.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 我要给“无锡视觉焊接机器人方案 冀唐智能焊接装备供应”留言
- 更多产品
常州螺母碰焊机哪家质量好 铸造辉煌 上海崴而淀电器供应

成都pvd真空镀膜厂家 苏州方昇光电供应

安徽机场派样机软件定制 信息推荐 上海巧夺网络科技供应

2519-61-14-氯吲哚-3-采购 上海玻尔化学试剂供应

南通显示high梅特勒天平维修哪家好 苏州梅赛奥供应

泰州数字不稳定赛多利斯天平维修售后 苏州梅赛奥供应

泰州按键失灵梅特勒天平维修售后 苏州梅赛奥供应

江西压缩空气除菌精密过滤器设备厂家 欢迎咨询 上海刘宣庄环境科技供应

福田区一体式空压机招商* 来电咨询 深圳市衡盛捷豹机电供应

陕西霍尼韦尔水阀执行器 上海鲁泽节能科技供应

徐州固定式*窗制造厂 江苏盛泰消防器材供应