- 产品描述
生产方法
H型钢可用焊接或轧制两种方法生产。焊接H型钢是将厚度合适的带钢裁成合适的宽度,在连续式焊接机组上将翼缘和腹板焊接在一起。焊接H型钢有金属消耗大、不易保证产品性能均匀、尺寸规格受限制等缺点。因此,H型钢以轧制方法生产为主。在现代化的轧钢生产中,使用轧机轧制H型钢。H型钢的腹板在上下水平辊之间进行轧制,翼缘则在水平辊侧面和立辊之间同时轧制成形。由于仅用轧机尚不能对翼缘边端施以压下,这样就需要在机架后设置轧边端机,俗称轧边机,以便对翼缘边端给予压下并控制翼缘宽度。在实际轧制操作中,把这两座机架作为一组,使轧件往复通过若干次(图2a),或者是令轧件通过由几架机座和一两架轧边端机座组成的连轧机组,每道次施加一定的压下量,将坯料轧成所需规格形状和尺寸的产品。在轧件的翼缘部位,由于水平辊侧面与轧件之间有滑动,轧辊的磨损比较大。为了保证重车后的轧辊能恢复原来的形状,应使粗轧机组上下水平辊的侧面以及与其相对应的立辊表面呈3°~8°的倾角。为修正成品翼缘的倾角,设置成品轧机,又叫精轧机,其水平辊侧面与水平辊轴线垂直或有较小的倾斜角,一般不大于20′,立辊呈圆柱状(图2d
、焊接前的准备
1、上料开卷与剪切
高频焊接H型钢采用热轧带钢卷做原材料,所以开始的步骤是上卷开料。开卷后的带钢再进入剪裁机械,根据翼板和腹板所要求的宽度尺寸进行剪裁。
2、活套存储和剪切对焊
为了能够持续且不间断地生产,生产线上需要配备活套和剪切对焊装置。活套用来存储带钢,剪切对焊装置用来剪切钢卷的端部,然后通过焊接使前后两钢卷的头尾平滑地连接起来,保证连续不停止地生产。
3、板料校平
开卷剪裁后的带钢有瓢曲、弧弯、波形等缺陷,因此需要进行校平。
4、腹板镦粗
轧机利用辊纶中间的U型槽,通过上下辊纶之间的挤压力对腹板进行镦粗。
工字钢的边长小,高度大,只能承受单方向的力。H型钢槽深,厚度大,可以承受两个方向的力。
工字钢只能用于横梁,而H型钢才能用于结构的承重柱。
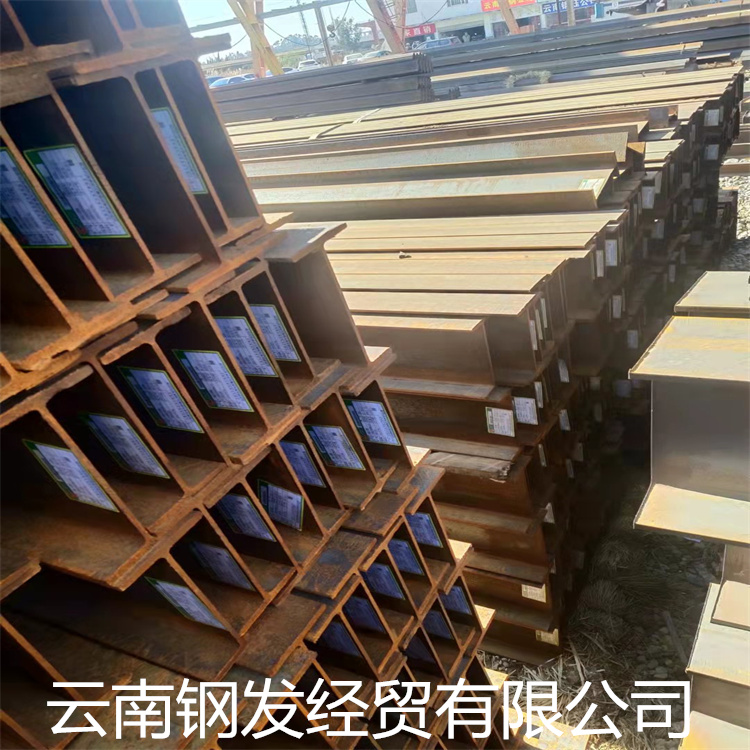
H型钢是一种断面力学性能较工字钢优良的经济型断面钢材,因其断面的形状与英文字母“H”相同而得名。热轧H型钢的翼缘比工字钢宽、侧向刚度大、抗弯能力强。同等规格下H型钢理重较工字钢轻。
工字钢翼缘是变戴面靠腹板部厚,外部薄;H型钢的翼缘是等戴面。
高频焊接H型钢,又称高频焊接薄壁H型钢或简称为高频焊H型钢,它是焊接H型钢分支的一种。高频焊接H型钢是一种新型经济建筑用钢。它是一种截面面积分配较加优化、强重比较加合理的经济断面型材,因其断面与英文字母H相同而得名。由于高频焊接H型钢的各个部位均以直角排布,因此高频焊接H型钢在各个方向上都具有抗弯能力强、施工简单、节约成本和结构重量轻等优点,已被广泛应用。
焊后的处理
1、去毛刺
焊接后在四条焊缝处产生凹凸不平的焊疤是不可避免的,焊疤的存在既影响美观也会使焊缝处应力分布十分不均,所以焊后需要去毛刺。生产线上对称布置去毛刺机,这样使得四条焊缝可以光滑均匀,大大提高焊件的外观质量。
2、焊后冷却
高频焊接H型钢焊后冷却一般采用常温水冷,为了生产的焊机H型钢,可以增设水雾冷却装置,并适当增加空冷段长度。
3、焊接后变形的矫正
在生产线上对称分布两台矫正机,每台矫正机通过二组上下带锥度的辊纶对翼板两侧边进行**压,使其在连续送进过程中产生反方向的变形,完成高频焊接H型钢翼板的连续矫正。
公司产品至贵州、云南、四川等内地各大城市并可出口至、越南、泰国、菲律宾等东南亚各国,深受广大客户的质量的认可和信誉的。



云南钢发经贸有限公司注册地址位于中国(云南)自由贸易试验区昆明片区经开区洛羊街道办事处石龙路金山小区二期21栋1楼1-3室,注册机关为昆明市市场监督管理局,法人代表为王安勤,经营范围包括一般项目:五金产品批发;建筑材料销售;模具销售;建筑用属配件销售;属制品销售;属材料销售;属结构销售;建筑用钢筋产品销售;国内贸易代理(除依法须经批准的项目外,凭营业执照依法自主开展经营活动
欢迎来到云南钢发经贸有限公司网站,我公司位于灵秀而迷人,三面环山,南濒滇池,湖光山色,**成趣的昆明市。 具体地址是云南昆明呈贡区公司街道地址,负责人是范先生。
主要经营云南H型钢价格。
我们公司主要供应建材 金属建材 钢管 等,公司郑重承诺:以较好的质量,较低的价格,较完善的后服,来答谢新老客户,所以选择我们,就等于选择财富!
本页链接:http://www.cg160.cn/vgy-93734527.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于云南钢发经贸有限公司
商铺首页 |
更多产品 |
联系方式
云南钢发经贸有限公司注册地址位于中国(云南)自由贸易试验区昆明片区经开区洛羊街道办事处石龙路金山小区二期21栋1楼1-3室,注册机关为昆明市市场监督管理局,法人代表为王安勤,经营范围包括一般项目:五金产品批发;建筑材料销售;模具销售;建筑用属配件销售;属制品销售;属材料销售;属结构销售;建筑用钢筋产品销..
- 我要给“临沧H型钢直供 热轧低合金H型钢材 钢结构厂房钢梁”留言
- 更多产品