- 产品描述
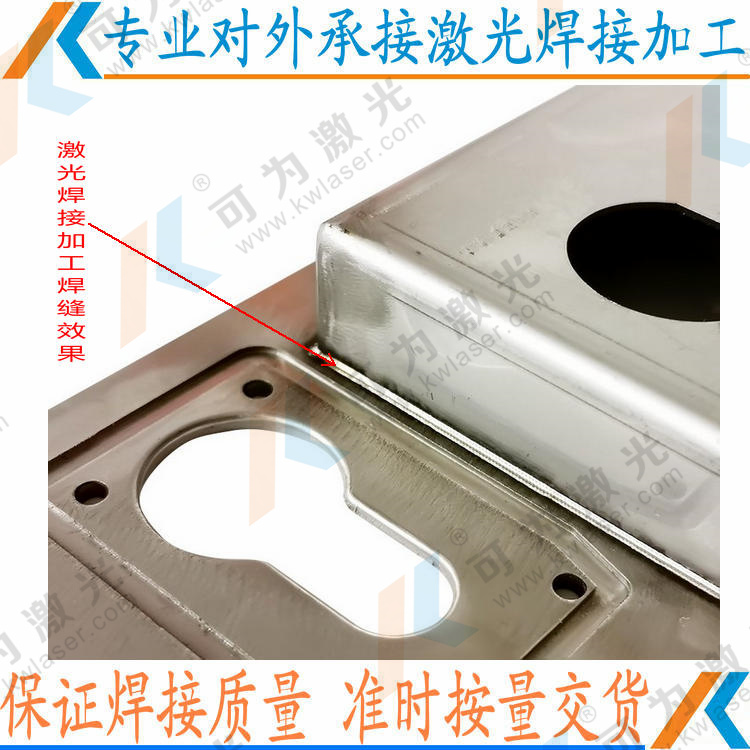
武汉可为承接全国激光焊接加工 焊接材料:合金钢、不锈钢、生铁、铝合金、铍铜、黄铜、钛合金、镍合金等激光焊接加工 焊接要求:焊接位置和焊接外观,以及焊接强度 焊接工艺:连续自动激光焊接加工 焊接设备:多台四维自动激光焊接机,手持激光焊接设备 打样报价:2个样板之内,免费打样报价格 交期服务:专人跟单,根据订单数量3-5天交货 焊接品质:激光是细微局部融化焊接,焊点小、深宽比大,焊道漂亮,满足了焊接产品外观和强度 武汉可为加工优势:多台激光焊接机,满足焊接产品品质和产能交期的要求
焊接加工安全技术要求:
1、防止触电:焊接时穿戴好绝缘手套、绝缘鞋或靴。检查焊接设备接地的可靠性。不得戴潮湿手套拉电门、电闸。焊机起动后,若发现异常应先切断电源,再作处理。焊钳、焊、焊线都应是绝缘良好,以防与焊件短路,烧毁焊机或其它设备;
2、预防灼伤、弧伤:焊接时,应穿帆布衣裤,进行全位置焊接时,可改穿皮衣裤、戴皮袖套。进行仰焊时,戴能遮盖颈部的工作帆布帽。脚部应用帆布或皮革制成的脚搭保护。焊接时必须戴皮手套,戴防护眼镜。高空作业时,应防止飞溅和焊条头下面的工作人员;
3、预防气体、烟尘危害:在舱内作业时,应穿戴静电防护口罩。焊接工作场所应有良好的通风设备。在船体双层底舱内或其它容器中进行焊接时,应配置抽风机进行换气。遵义焊接加工提醒您,焊接时产生的气体和烟尘也是不能忽视的。
焊接加工具有以下特点:
1、与御接相比,焊接具有节省金属材料、生产率高、接头强度高、密封性能好、易于实现机械化和自动化等优点;
2、与铸造相比,焊接工序简单、生产效率高、节省材料、成本低,有利于产品的较新;
3、对于大型、复杂的结构件,采用铸一焊、锻一焊、冲一焊复合工艺,能实现以小拼大,化繁为简,以克服铸造或锻造设备能力的不足,有利于降低成本、节省材料,提高经济效益;
4、能连接异种金属,便于制造双金属结构。如将硬质合金刀片和车刀刀杆焊在一起在已磨损的工件表面堆焊一层耐磨材料,以延长其使用寿命。
激光焊接的工艺方法
1、片与片间的焊接。一般采用手动焊接和自动化焊接,其包括对焊、端焊、中心穿透熔化焊、中心穿孔熔化焊等四种工艺方法。
2、丝与丝的焊接。一般采用手动焊接和半自动焊接,其包括丝与丝对焊、交叉焊、平行搭接焊、T型焊等四种工艺方法。
3、金属丝与块状元件的焊接。采用激光焊接可以成功地实现金属丝与块状元件的连接,块状元件的尺寸可以任意。在焊接中应注意丝状元件的几何尺寸。
4、不同金属的焊接。焊接不同类型的金属要解决可焊性与可焊参数范围,不同材料之间的激光焊接只有某些特定的材料组合才有可能。
5、块状物件补焊。采用激光将激光焊丝熔化沉积到基材上,一般适合模具等产品的修补。
激光加工是对传统工艺的改造升级,激光优异的性能正在冲击越来越多的传统行业,为现在众多行业提供了较为快捷的加工解决方案。激光热处理技术利用高功率的激光器,结合现在自动化技术,以及计算机控制技术来实现对加工物品的处理。高功率激光束在计算机控制下,通过现在自动化技术实现对工业用零部件的热处理,与传统处理方法相比,激光热处理技术能量高度集中,加工区域小,因而热变形小,加工质量高、精度高,加工件不受尺寸、形状限制,不需冷却介质,而且无污染,噪声小,效率高。
早期的激光焊接研究实验大多数是利用红宝石脉冲激光器,当时虽然能够获得较高的脉冲能量,但是这些激光器的平均输出功率相当低,这主要是由激光器很低的工作效率和发光物质的受激性所决定的。激光焊接主要使用CO2激光器和YAG激光器,YAG激光器由于具有较高的平均功率,在它出现之后就成为激光点焊和激光缝焊的优选设备。激光焊接与电子束焊接的显著区别在于激光不能产生穿孔焊接方式。而实际上,当激光脉冲能量密度达到10的6次方W/CM2时,就会在被焊接金属材料焊接界面上形成焊孔,小孔的形成条件得到满足,从而就可以利用激光束进行深熔焊接。

武汉可为光电自动化科技股份有限公司是武汉市东湖**开发区认定的,专注于激光及自动化智能装备的研发、生产、制造及服务。包括光纤激光连续焊接装备、光纤连续手持激光焊接机、光纤传输激光点焊装备、YAG脉冲式激光焊接装备、传感器焊接焊接机、变速箱齿轮焊接机、三维机械臂激光焊接装备、光纤切割机、高中低功率激光清洗装备、汽车发动机缸盖罩打标机、汽车大架打标机、光纤打标机、紫外激光打标机等。
欢迎来到武汉可为光电自动化科技股份有限公司网站,我公司位于江河纵横、湖港交织,交通发达,文化发达的武汉市。 具体地址是湖北武汉东西湖区公司街道地址,负责人是帖先生。
主要经营自动化激光焊接机。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造**的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-93643642.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
武汉可为光电自动化科技股份有限公司是武汉市东湖**开发区认定的,专注于激光及自动化智能装备的研发、生产、制造及服务。包括光纤激光连续焊接装备、光纤连续手持激光焊接机、光纤传输激光点焊装备、YAG脉冲式激光焊接装备、传感器焊接焊接机、变速箱齿轮焊接机、三维机械臂激光焊接装备、光纤切割机、高中低功率激光清洗..
- 我要给“镀锌板激光焊接加工 焊接速度很容易达到每分钟数米”留言
- 更多产品