
- 产品描述
模具加工(Mold Making)是指成型和制坯工具的加工,此外还包括剪切模和模切模具。 通常情况下,模具有上模和下模两部分组成。将钢板放置在上下模之间,在压力机的作用下实现材料的成型,当压力机打开时,就会获得由模具形状所确定的工件或去除相应的废料。 小至电子连接器,大 至汽车仪表盘的工件都可以用模具成型。 级进模是指能自动的把加工工件从一个工位移动到另一个工位,并在后一个工位得到成型零件的一套模具。模具加工工艺包括:裁模、冲坯模、复合模、挤压模、四滑轨模、级进模、冲压模、模切模具等。
1.金属冲压模具:连续模、单冲模、复合模、拉伸模
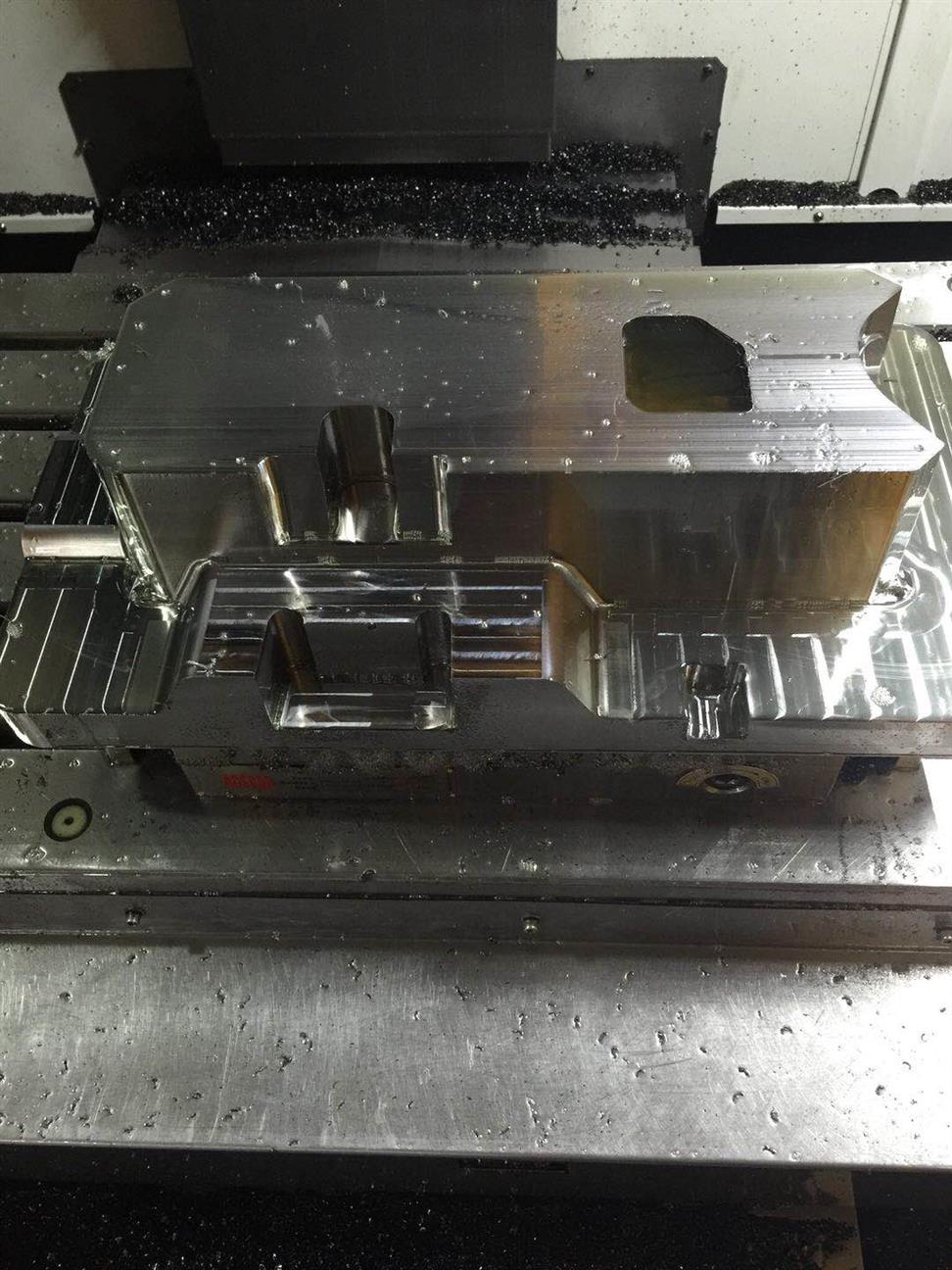
常见的昱卓模具图片
常见的昱卓模具图片
2.塑胶成型模:注塑模、挤塑模、吸塑模
3.压铸模具
4.锻造模具
5.粉末冶金模具
6.橡胶模具
模具加工工艺规程与策略制定
1.工艺规程制定
工艺规程必须针对加工对象,结合本企业实际生产条件进行制定,技术上要、经济上要合理。模具零部件加工工艺规程制定的一般步骤及所包含的基本内容如表2所示。
表2 加工工艺规程
2.数控加工工艺策略
1)粗加工
模具粗加工的主要目标是追求单位时间内的材料去除率,并为半精加工准备工件的几何轮廓。在粗加工过程中通过利用国外的CAD/CAM软件可通过以下措施保持切削条件恒定,从而获得良好的加工质量。
(1)恒定的切削载荷;
通过计算获得恒定切削层面积和材料去除率,使切削载荷与磨损速率保持均衡,以提高寿命和加工质量;
(2)避免突然改变进给方向;
(3)避免将埋入工件。如加工模具型腔时,应避免垂直插入工件,而应采用倾斜下刀方式(常用倾斜角为20°~30°),好采用螺旋式下刀以降低载荷;加工模具型芯时,应尽量先从工件外部下刀然后水平切入工件;
(4)切入、切出工件时应尽可能采用倾斜式(或圆弧式)切入、切出,避免垂直切入、切出;
(5)采用攀爬式切削(Climb cutting)可降低切削热,减小受力和加工硬化程度,提高加工质量。
2)半精加工
模具半精加工的主要目标是使工件轮廓形状平整,表面精加工余量均匀,这对于工具钢模具尤为重要,因为它将影响精加工时切削层面积的变化及载荷的变化,从而影响切削过程的稳定性及精加工表面质量。
粗加工是基于体积模型(Volume model),精加工则是基于面模型(Su rface model)。而以前开发的CAD/CAM系统对零件的几何描述是不连续的,由于没有描述粗加工后、精加工前加工模型的中间信息,故粗加工表面的剩余加工余量分布及大剩余加工余量均是未知的。
涂层技术可以广泛应用于各类磨损、咬合、腐蚀、粘着、融合等而引起失效的工具、模具、机械零件、器械等。其中,因磨损引起的失效的产品(如:冲裁、冷镦、粉末成型等)涂层后可提高寿命2-20倍以上;因咬合引起产品或模具的拉伤问题(如:引伸模、拉伸模、翻边模等),涂层后可以从根本上予以解决。PVD涂层处理适用的材料:承受加热温度大于230度而不受影响的金属材料 模具类、模具配件类及其机械零件类针对不同的模具(塑胶模、五金冲压模、压铸模、、成型模、引伸模、拉伸模、翻边模等)和模具配件(冲棒、顶针)、机械耐磨、耐蚀零件等高要求五金制品所采用的PVD涂层工艺,可显着提高产品表面硬度、耐磨性、耐蚀性、耐热性以及润滑性;并能方便脱膜,大力提升模具、零件的品质(如表面粗糙度、耐磨性、精度等)和使用寿命,使其有效的发挥产品的潜能。
加工工艺流程安排
1、底面加工,加工量保证;
2、铸件毛坯基准找正,2D、3D型面余量检查;
3、2D、3D型面粗加工,非安装非工作平面加工(包括安全平台面、缓冲器安装面、压板平面、侧基准面);
4、半精加工前,侧基准面的找正确保精度;
5、半精加工2D、3D型面,精加工各类安装工作面(包括限位块安装面及接触面、镶块安装面及靠背面、冲头安装面、废料切刀安装面及靠背面、弹簧安装面及接触面、各类行程限制工作面、斜楔安装面及靠背面),半精加工各类导向面、导向孔,留余量精加工工艺基准孔及高度基准面,并记录数据;
6、检验复查加工精度;
7、钳工镶作工序;
8、精加工前,工艺基准孔基准面找正,镶块余量检查;
9、精加工型面2D、3D,侧冲型面及孔位,精加工工艺基准孔及高度基准,精加工导向面及导向孔;
10、检验复查加工精度。


西安匠恒机械模具有限公司是专业从事CNC数控精密零件生产的CNC机加厂,范围包括:铝合金压铸CNC机加工CNC机加工数控铣,CNC电脑锣加工加工中心CNC机加。公司目前主要服务对象为 :⑴ 模具类 ⑵ 汽摩配件类 ⑶ 精密机械加工夹具等等。我们的经营理念是:做生意,先做人,诚恳待人。我们的企业精神是:精益求精、追求卓越。我们的经营宗旨是:品质** 、低价位诚信** 、顾客至上。我们竭诚为客户提供快捷、高效、优质的服务,是广大新老客户值得信赖的合作伙伴,携手共创美好明天!欢迎来图来样洽谈CNC机加事宜和CNC加工业务
欢迎来到西安匠恒机械模具有限公司网站,我公司位于历史悠久,有着7000多年文明史,中国历史上建都朝代较多、时间较长、影响力较大的都城—西安。 具体地址是陕西西安新城区公司街道地址,负责人是刘先生。
主要经营相关产品。
本页链接:http://www.cg160.cn/vgy-93159217.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于西安匠恒机械模具有限公司
商铺首页 |
更多产品 |
联系方式
西安匠恒机械模具有限公司是专业从事CNC数控精密零件生产的CNC机加厂,范围包括:铝合金压铸CNC机加工CNC机加工数控铣,CNC电脑锣加工加工中心CNC机加。公司目前主要服务对象为 :⑴ 模具类 ⑵ 汽摩配件类 ⑶ 精密机械加工夹具等等。我们的经营理念是:做生意,先做人,诚恳待人。我们的企业精神是:精益求精、追求卓越。..
- 我要给“铸造模具工艺方法 免费设计 一件起订”留言
- 更多产品











相关分类
- 药品加工
- 能源产品加工
- 纸加工
- 其他未分类
- 娱乐休闲产品加工
- 医疗器械加工
- 体育运动产品加工
- 成品鞋加工
- 保健用品加工
- 农副产品加工
- 安全、防护用品加工
- 纸品加工
- 办公文教用品加工
- 冶炼加工
- 家用电器加工
- 鞋材、鞋件加工
- 音像制品加工
- 石材加工
- 皮革加工
- 通讯产品加工
- 陶瓷加工
- 印刷加工
- 竹木加工
- 仪器仪表加工
- 化工产品加工
- 橡胶加工
- 纺织品加工
- 塑料加工
- 行业**设备加工
- 食品饮料加工
- 书刊印刷加工
- 汽摩配件加工
- 玩具设计加工
- 金属加工
- 饰品加工
- 交通运输产品加工
- 五金工具加工
- 建材加工
- 玻璃加工
- 家居用品加工
- 喷涂加工
- 家电数码加工
- 包装产品加工
- 机械加工
- 激光加工
- 环保设备加工
- 模具加工
- 工艺礼品加工
- 服装加工
- 服装服饰加工
- 机械零部件加工
- 纺织加工
- 商业印刷加工
- 电子加工
- 包装印刷加工
- 电脑产品加工
- 服饰加工
- 电工电气产品加工
- 生活印刷加工
- 包装加工
- 卡类印刷
- 办公用品加工
- 特种印刷
- 安全防护用品加工
- 产品印刷加工






