- 产品描述
铝合金在汽车工业中的应用:资料显示,铝合金代替传统的钢铁制造汽车,可使整车重量减轻30%~40%,制造发动机可减轻30%,制造缸体和缸盖可减重30%~40%,制造车轮可减轻50%。 为了获得比较高的扭转刚度以及良好的操作性能,奥迪汽车公司在A2(图3)、A8两种车型上,采用了ASF结构的全铝制框架,其中包括铝板、挤压成型件以及铸造铝合金等铝制零件··。法拉利公司的Mod-ena以及本田的Insight两种车型也采用了类似的铝制空间框架结构设计。福特公司的P2000则采取了单体设计的铝车身结构。 由于不断提高的环保要求,东莞电机壳体搅拌摩擦焊服务电话,东莞电机壳体搅拌摩擦焊服务电话,单台汽车平均用铝量在不断上升,已经由1973年的37kg发展到2002年的125kg。并且新的一些车型提高了铝合金材料的使用量,东莞电机壳体搅拌摩擦焊服务电话,详见表251。 从以上分析可以看出,汽车用铝量有不断提高的趋势。所以从提高安全以及经济性方面考虑,有效解决铝及铝合金的连接是汽车制造工业在目前和将来面临的主要问题。让成千上万的客人认识到搅拌摩擦焊这种新技术。东莞电机壳体搅拌摩擦焊服务电话
泡沫铝材的FSW焊接 泡沫铝材是一种典型的功能与结构一体化材料,具有密度低(约为铝材的10%)、强度高、减震性能好以及耐高温等优点。因此、泡沫铝材被认为是一种大有前途的未来汽车与其它交通运输工具的良好材料,德国卡曼汽车公司采用三明治夹层结构泡沫铝材制造轻便轿车的**板盖,其强度比原来的钢质构件提高1 倍左右,而重量却减轻了25%。 泡沫铝板采用熔化焊连接时容易发发泡剂烧失现象,以至于焊缝区不再具有泡沫板的性能。德国学者使用搅拌摩擦焊技术焊接2块尚未发泡的AeSi7前驱体板,焊后焊缝组织没有缺陷仍然是夹心结构,发泡结构明显(见图7)、说明采用搅拌摩擦焊技术焊接泡沫铝板,发泡剂没有烧损从而保持了泡沫铝板的功能。采用搅拌摩擦焊技术连接泡沫铝材零部件15,可以减轻整车重量、提高车体强度。所以,搅拌降擦焊技术为汽车工业新型轻质材料的推广提供了技术保证。广东直销搅拌摩擦焊设备供应为中国制造工业技术的发展和提高做出了Zhuo越贡献。-智谷。
搅拌摩擦焊是一项区别于熔化焊和机械连接的新型焊接技术;对搅拌摩擦焊的工艺头、工艺参数、工艺过程以及异种倡合金材料(2024/7075)搅拌摩擦焊接头的静态强度和疲劳性能作了进一步的验证和试验,从而使搅拌摩擦焊在飞机机翼设计和制造上的方法有效性和优越性得到了充分认识,于是开展了这个搅拌摩擦焊研究项目,以实现这项技术在未来空客项目中的应用。研究内容包括搅拌摩擦焊在飞机翼盒结构中的可能设计应用、飞机结构设计原则的较新和改变、新型飞机结构的认证以及在役飞机检测修理等。其研究宗旨是,利用搅拌摩擦焊技术以期得到比现有飞机翼盒结构的设计、制造途径较好的安全、成本和性能上的优越性。 BAA公司在飞机翼结构的搅拌摩擦焊应用方面进行了飞机机翼设计中必须的多种制造原理的评价。搅拌摩擦焊在商用飞机上的应用将取决于这种多角度制造方法的成功集成。
对于散热器这样大而复杂的铝部件,焊接成为加工制造中Z难的一道工序。由于加工间隙等多方面影响,其钎焊焊缝的一致性很难保证、由于焊后变形等因素,还需留有一定的加工余量。对于密封性能要求较高的液冷散热结构件,要同时做到加工后密封性好且具备定的耐压强度,使用传统的熔焊或是钎焊都比较困难,生产中其废品率一直保持在较高的水平。 新近发明并成功在全世界范围迅速普及的搅拌摩擦焊接(FSW)技术,属于固态焊接技术、具有优异的接头强度,对传统焊接方法难焊和不能焊接的铝、铜、镁等有色合金有很好的适应性;同时、搅拌摩擦焊方法自动化程度很高,焊缝一致性、密封性能优异,因此搅拌摩擦焊技术非常适用于铝或铜质散热器的焊接。解决了散热器行业的焊接难题。现在已经逐渐被越来越多的散热器厂家采用。是革M性的焊接技术,绿色环保自动化机械焊接。
型材拼接壁板结构件 早在1996年挪威的Marine公司和Maritime公司就对搅拌摩擦焊船用平板和型材拼接成大型壁板的流水生产线制造技术进行了开发研究;同时在挪威研究**的帮助下,Hydro,Kvaerner,DNV,SIN-TEF,以及挪威科学与技术大学合作,完成了把搅拌摩擦焊用于型材拼接成壁板技术的工程化。 铝合金挤压型材是市场上很成熟的工业化产品,铝合金型材在船舶制造中的使用可以有效提高船舶制造的标准化、批量化和节省时间。所以船舶制造所使用型材的形状和尺寸尽量满足工业化标准以提高船用器合金型材的批量和降低材料成木。 船舶制造中搅拌摩擦焊常用型材的不同几何外形及搅拌原雾得连接。其中梯形封闭箱型挤压型材结构,由于这种结构具有很好的抗扭曲结构强度和结构刚度,容易保证结构件装配时的尺寸精度和平面度,并且对于搅拌摩擦焊具有较大的开散性,所以在船舶结构制造中很快得到应用;另外此结构梯形*设计具有较低的凸缘,可以帮助装夹和固定电缆以及通水、通气管线,避免在结构件上进行焊接和螺栓连接,破坏船体结构的完整性。几乎成为一种完全为铝合金材质定制的焊接技术。东莞电机壳体搅拌摩擦焊服务电话
搅拌摩擦焊为船舶制造中铝合金结构件的连接提供了ZUI佳方案。东莞电机壳体搅拌摩擦焊服务电话
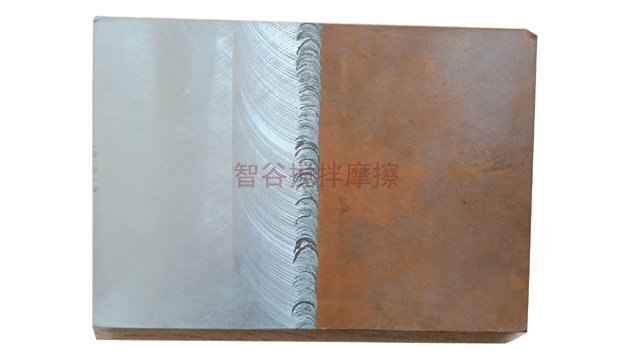
接头力学性能根据拉伸试验和弯曲试验标准,在焊后的试板上进行取样,试验结果的统计如图4所示:当/Ml.()时,抗拉强度在不同的 焊接速度下所体现的趋势是类似的,基本上都是在 1.4-3.0之间某个区域达到ZUI高,向两端下降;而当 也>1.4时,弯曲性能基本合格,除此之外,还发现搅 拌摩擦焊焊缝的弯曲性能与内部隧道缺陷存在一定 关系:在对焊缝进行射线检测时,w<1.4,容易在焊 缝内部发现隧道缺陷,缺陷位置如图5所示;当 3N1.4时,焊缝内部无隧道缺陷。ZUI优合格参数区域 将焊缝抗拉强度达到母材的80%,弯曲性能合格、射线检测合格且焊缝外观合格的参数区域定义 为ZUI优合格参数区域,如图6所示。 旋转速度/(r-min ') 图6ZUI优合格参数区域2('008(6(4(20ZUI终选定 1200 r/min, F=80() nim/inin,**锻力为14 kN,为5 mm厚6082-T6铝合金搅拌摩擦焊 焊接工艺评定参数"焊接时采用恒压力系统.焊后 外观成形美观,飞边较小,抗拉强度达到母材的 81%,弯曲试验结果为180。未出现任何缺陷,图7 为该焊接工艺参数下的焊缝外观、宏观金相以及弯曲试样。东莞电机壳体搅拌摩擦焊服务电话
东莞智谷光电科技有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在广东省等地区的机械及行业设备行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为行业的**,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**东莞智谷光电科技供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!
广东焊威新能源设备有限公司坐落于松山湖科学城,专业从事铝合金搅拌摩擦焊整体行业解决方案 ,专注于提供搅拌摩擦焊接共享智造及延伸产品服务的高科技企业。 公司依托广东华中科技大学工业技术研究院和航空工业制造研究院的平台资源和*、教授资源优势,引进中国航空制造技术研究院·赛福斯特的新技术,承担搅拌摩擦焊应用技术的研发、生产、销售。 主要团队具有20多年工业制造领域产品销售、激光加工连锁运营经验及丰富的产业资源,运用创新的共享智造商业模式,专注于为工业企业提供搅拌摩擦焊技术应用与延伸产品服务。 公司拥有50台高性能搅拌摩擦焊接设备专注于为客户提供新能源汽车行业的共享智造,2023年将提供100台设备提供搅拌摩擦焊共享智造服务,可以实现**万套铝电池托盘的搅拌摩擦焊共享智造供应。 公司始终专注于搅拌摩擦焊技术的研发与工业化应用,搅拌摩擦焊技术的工业化早已应用于新一代飞机、航天火箭、导弹、舰船、高速列车等领域。现已广泛应用新能源汽车铝电池托盘、汽车轮毂、水冷电机壳、各种水冷板、铝铸件密封、5G基站配件等铝合金产品焊接。 焊威合作客户包括比亚迪、宁德时代、小鹏汽车等企业。
欢迎来到广东焊威新能源设备有限公司网站,我公司位于素有“龙舟之乡、中国民间艺术之乡、举重之乡、粤剧之乡”之美誉,号为“世界工厂”的东莞市。 具体地址是广东东莞公司街道地址,负责人是李功美。
主要经营搅拌摩擦焊接加工|去毛刺|搅拌摩擦焊共享智造|铝电池托盘焊接。
单位注册资金:人民币 200 万元 - 300 万元。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造**的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-93111937.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 产品推荐
- 汕尾泡沫箱封箱机产品介绍 诚信服务 广东永创智能设备供应 半导体**精密 上海安宇泰供应 无锡激光金属去毛刺机厂家供应 诚信服务 东莞市励森机械科技供应 四川连续式回转窑厂家定制 江苏新江南炉业科技供应 常州双面点焊机厂家 深圳比斯特自动化设备供应 江苏高浓缩倍数均相膜生产厂家 上海三及新材料科技供应 18650点焊机品牌 深圳比斯特自动化设备供应 广东单针火机袋贴袋机厂家 东莞乾清自动化缝纫设备供应 浙江L1H304000导轨NSK代理 来电咨询 三久供应 常州椭圆形三维数控弯管规格 上海震洋流体技术供应 甘肃调节阀阀门测试台厂家 罗浮阀门集团浙江西高泵阀供应 无锡卫生级三维数控弯管定制 上海震洋流体技术供应
- 我要给“东莞电机壳体搅拌摩擦焊服务电话 欢迎咨询 东莞智谷光电科技供应”留言
- 更多产品