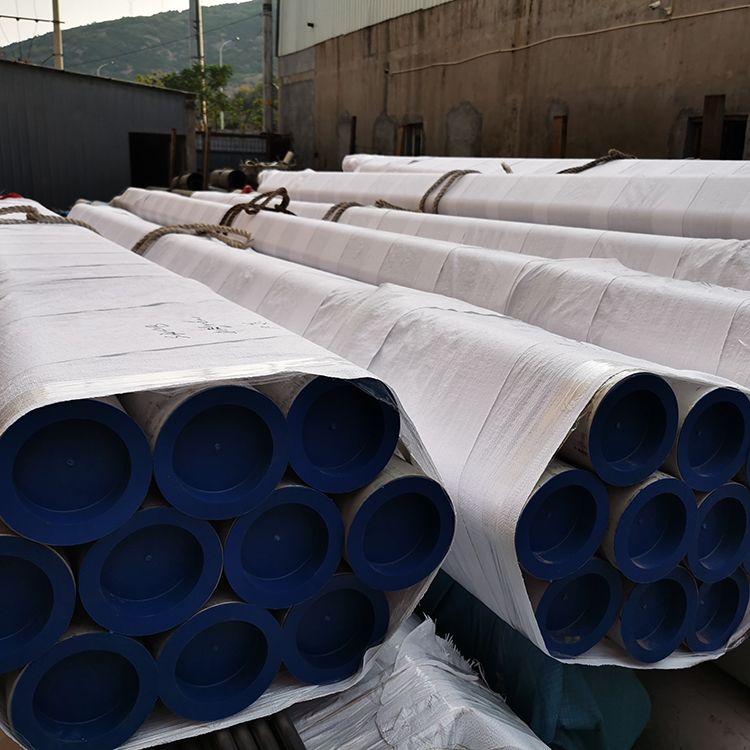
- 产品描述
不锈钢弯头使用的注意事项
安装时,不锈钢弯头可以根据连接方式直接安装在管道上,也可以根据使用位置安装。正常情况下,它可以安装在管道的任何位置,但需要密封以防止冲洗泄漏现象和影响管道的正常运行。
当使用带有不锈钢弯头的球阀、截止阀和闸阀时,它们只能完全打开或关闭。它们不允许用于流量调节以避免密封。
对于不锈钢弯头的长期保存,应进行定期检查。暴露的加工表面应保持清洁,污物应清除,并整齐地存放在室内通风干燥的地方。严禁堆积和露天保管。经常保持不锈钢弯头干燥通风,保持护圈干净整洁,并按照准确的存放方法存放。
安装时,可将不锈钢弯头按连接方式直接装置在管路上,按照使用的位置进行安装。一般情况下,可安装在管路任意位置上,但需便于操纵的检验,留意截止不锈钢弯头介质流向应是纵阀瓣下面往**,不锈钢弯头只能水平安装。不锈钢弯头在安装时要留意密封性,防止出现泛起泄漏现象,影响管道的正常运行。
不锈钢弯头的球阀、截止阀、闸阀使用时,只作全开或全闭,不答应做调节流量用,以免密封面受冲蚀,加速磨损。闸阀和上螺纹截止阀内有倒密封装置,手轮旋至**上位置拧紧,即可阻止介质从填料处泄漏。
不锈钢弯头清理须知:
根据工件要求和表面状况采用碱洗、水溶性清洗剂、氯溶剂喷砂,喷丸等方法进行清理;
对不锈钢弯头进行清理,一般不采用酸洗的方法进行清理。
正确的清理不锈钢弯头,能提高其使用的安全性能,延长其使用周期。 焊条使用时应保持干燥,钛钙型应经150℃干燥1小时,低氢型应经200-250℃干燥1小时(不能多次重复烘干,否则药皮容易开裂剥落),防止焊条药皮粘油及其它脏物,以免致使焊缝增加含碳量和影响焊件质量。弯头焊接时,受到重复加热析出碳化物,降低耐腐蚀性和力学性能。焊后硬化性较大,容易产生裂纹。若采用同类型的焊条焊接,必须进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用铬镍不锈钢焊条。
通常是在碳钢基础上增加了高比例的Cr,Ni等合金而成,含量比例可达20%以上。常见钢种有:304,304L,321,316,316L,1Cr18Ni9Ti,0cr18ni9,前几种用数字表示的钢号为日本,美国钢号表示方法,后一种(1Cr18Ni9Ti)为国内钢号表示方法。
不锈钢特性:强度,韧性指标是各种钢中的,其**的优点是抗腐蚀,在化工造纸等腐蚀性较强的场合就必须使用不锈钢,当然,成本也是较高的!
不锈钢弯头区别于碳钢弯头的主要是材质的不同,其所含的化学成分会保持弯头表面长时间不会生锈,不会被腐蚀。按标准制作可化为:
1.以制造标准划分可分为标准、船标、电标、水标、美标、德标、日标、俄标等。
2.以制作方法划分可分为推制、压制、锻制、铸造等。
90°不锈钢弯头主要用于管道安装中的一种连接管件,用于管道拐弯处的连接。连接两根公称通径相同或者不同的管子,使管路作90°转弯。
在已知可能发生点蚀的环境中选择恰当的不锈钢材质,实验表明钼元素(Mo)或锰元素(Mn)含量越高的不锈钢,抵抗点蚀的能力就越强;
控制与不锈钢接触液体的酸碱度,氯化物浓度以及温度;
阴保护,阳保护或者同时采取这两种保护措施;
尽可能使用质量较好的不锈钢,如316或316L,来提高不锈钢弯头的耐点状腐蚀性能
随着标准弯头技术的发展,目前为室暖系统能提供各种不同用途的塑料管材。由于标准冲压弯头管材具有内壁光滑、热媒流动阻力小,耐酸碱、使用寿命长,安装方便等优点。
不锈钢弯头的安装须知:
安装前,必须仔细核对不锈钢弯头的各个标准,通径是否符合使用要求,消除运输过程所造成的缺陷,并消除不锈钢弯头的污垢,做好安装前的准备,一切准备就绪。
安装时,可将不锈钢弯头按连接方式直接装置在管路上,按照使用的位置进行安装。一般情况下,可安装在管路任意位置上,但需便于操作的检修,注意截止不锈钢弯头介质流向应是纵阀瓣下面往**,不锈钢弯头只能水平安装。不锈钢弯头在安装时要注意密封性,防止出现泄漏现象,影响管道的正常运行。
另外,推头后一般都是**外径大,要通过整形模进行整形。整模实际上是一个压力机,要有一套模具,两个半圆弧,上下各一个。整形后的外径就达到了成品的尺寸要求了。壁厚就以来料的壁厚进行控制。弯头和管子的壁厚公差都是相同的,均为±12.5%。除铬外,常用的合金元素还有镍、钼、钛、铌、铜、氮等,以知足各种用途对不锈钢冲压弯头组织和机能的要求。


浙江莫兰蒂钢业有限公司成立于2012年,公司坐落于经济发达,不锈钢无缝钢管之都---温州龙湾永中工业区(温州市龙湾区中心工业区),主要生产设备包括轧机7台,规格类型从60-120的型号,拉床6台,规格类型从5寸-12寸的型号,年生产能力15000吨以上.是一家集科、工、贸为一体的股份制企业,制造销售各种规格的不锈钢产品,包括各种规格材质的不锈钢管,不锈钢毛细管,各种耐腐蚀合金,高温合金等的合金管,圆钢,及锻件
欢迎来到浙江莫兰蒂钢业有限公司网站,我公司位于素有“东南山水**”之美誉的温州市。 具体地址是浙江温州龙湾区公司街道地址,负责人是王经理。
主要经营不锈钢厚壁管。
我司主要供应:冶金 钢材 不锈钢材 等,我们的产品质量优等,种类齐全,我的销售范围广,我们的服务客户满意;如果您对我公司的产品有兴趣,请在线留言或者来电咨询。
本页链接:http://www.cg160.cn/vgy-92052054.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于浙江莫兰蒂钢业有限公司
商铺首页 |
更多产品 |
联系方式
浙江莫兰蒂钢业有限公司成立于2012年,公司坐落于经济发达,不锈钢无缝钢管之都---温州龙湾永中工业区(温州市龙湾区中心工业区),主要生产设备包括轧机7台,规格类型从60-120的型号,拉床6台,规格类型从5寸-12寸的型号,年生产能力15000吨以上.是一家集科、工、贸为一体的股份制企业,制造销售各种规格的不锈钢产品,包..
- 我要给“不锈钢内丝弯头 西藏不锈钢弯头制作厂家”留言
- 更多产品