- 产品描述
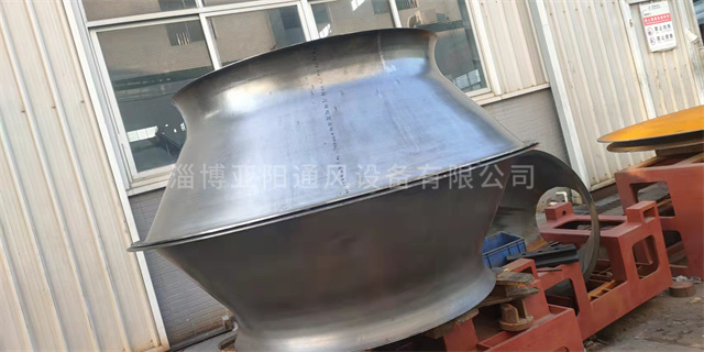
旋床制品范围广,能够旋压其他工艺难以成形的零件,如火箭、导弹和卫星的鼻椎;潜水艇渗透密封环和鱼雷的外壳等。因此,风机机壳零件特别适合采用旋压工艺来加工。旋压工艺与其他成形工艺相比,具有加工工艺柔性好、设备筒单、产品质量高、易实现产品轻量化和柔性化等特点,滨州旋压非标件厂家。采用旋压工艺制造风机机壳零件,优点可归纳如下:1)在旋压过程中,旋轮对坏料驻点压下,近似于点接触,因此,接触面积较小,单位压力可达2500〜 3500朗,所以加工时功率消耗降低。例如,旋压中1800侬的管子时,旋轮的压力为33吨,主传动功率只需110女/而在周期式轧管机上轧制42UQ刖的管子,就需要高达500,左右的功率12)在变形过程中,金属晶粒沿变形区滑移面错移°由于金属晶格结构中的应变,旋压制品的强度得 到大幅提高。旋压金属的表面硬化,滨州旋压非标件厂家,滨州旋压非标件厂家,可使机械零件强度提高约30%。较大地提高了风机机壳的产品质量。4)在旋压过程中,由于被旋压件近似逐点变形,因此,工件5的夹渣、夹层、裂纹、砂眼等缺陷很 容易暴露出来。这样,施压过程也附带起到了对机壳制品的自动检验作用。5)旋压工艺不但使风机机壳的产品质量上升了一个档次,而且材料提高了材料的利用率、加工工时。亚阳通风设备的专业和努力能为您提供满意的服务!滨州旋压非标件厂家
在旋制各类薄壁剖面形状的产品时,主要是以改变板坯的形状为主,而板坯的厚度变化较小,称这一类旋压方式为普通旋压。普通旋压的基本方式主要有:拉深旋压(拉旋)、缩径旋压(缩旋)和扩径旋压(扩旋)三种。拉深旋压是以径向拉深为主体而使毛坯(板材或预制件)直径减小的成形工艺。也可以说它与拉深成形相类似,但不用冲头而用芯模,不用冲模而用旋轮。它是普通旋压中主要和应用比较广的成形方法。毛坯弯曲塑性变形是它主要的变形方式。缩径旋压是利用旋压工具使回转体空心件或管状毛坯进行径向局部旋转压缩以减小其直径的成形发。缩旋过程是将毛坯同心地夹在适当的芯模(如实芯的,组合的或无芯模)中,将需要成形的那部分露出装卡具的外面,当主轴带动毛坯旋转时,依据所采用的控制方式,是旋轮按规定的形状轨迹作往复运动,逐步地使毛坯缩径,进而得到带有腰鼓形状或封闭球形的零件。利用旋压工具使空心回转体容器或管状毛坯进行局部(中部或端部)直径增大的旋压成形方法,称为扩径旋压(扩旋)。滨州旋压非标件厂家亚阳通风设备的追求是诚信为本,塑造品牌。
旋压的特点是:用很小的变形力可成形很大的工件;模具简单,只需要一块芯模,材质要求低。但普通旋压机床只适用于小批生产,因为要手动操作,所以局限性较大,生产率低,且相对CNC来说较危险一些。旋压可用专门机械,采用仿形旋压和数字控制旋压。在旋压成形的同时使板厚减薄的工艺称为变薄旋压,又称强力旋压,多用于加工锥形件、薄壁的管形件等,也可用以旋压大直径的深筒,再剖开后制成平板。其实旋压产物用到的地方非常多,但着重发展的还是工业上的零件。其实零件虽小,但作用非常大,零件的质量好与坏决定了物品整体的寿命,哪怕是在旋压零件的生产上也是需要着重注意,需要保证质量的。
将平板毛坯或预先成型的毛坯固定到旋转的芯模上,用旋轮对毛坯施加压力,旋轮同时作轴向送进,经过一次或多次加工,得到各种薄壁空心回转体制品的工艺方法。将平板毛坯或预先成型的毛坯固定到旋转的芯模上,用旋轮对毛坯施加压力,旋轮同时作轴向送进,经过一次或多次加工,得到各种薄壁空心回转体制品的工艺方法。旋压时,旋轮和毛坯的接触区很小,加工材料只局部发生塑性变形,变形抗力小,可用小吨位的设备加工大型的制品,是制造空心锥体、筒形件、半球体和薄壁管材等精密制品的有效方法。旋压产品的精度高,机械性能好,尺寸范围广。旋压的工具模具简单、更换容易;就制造某些产品来说,生产成本比其他方法低。主要缺点是生产工时长,产量低,品种受到限制。适用于生产小批量、多品种的产品。亚阳通风设备已实现生产规模化、管理现代化、服务配套化。
旋压设备成形技术是一种由主轴带动被芯模和**块固定的毛坯旋转再由旋轮进行轴向和径向进给,靠芯模和旋轮的挤压使毛坯发生局部连续性变形的塑性成形加工工艺过程。旋压成形技术是回转成形加工和塑性成型加工的结合体,集两者的优势使其具有材料利用率高、成形快、产品表面质量好、精度高、产品多样等优点。因此,不只在航空、航天、兵器等金属精密加工技术领域占有重要地位,而且在石油化工、汽车制造、电子及轻工业等领域也得到了非常广的应用。亚阳通风设备拥有热情耐心的售后服务团队。滨州旋压非标件厂家
亚阳通风设备欢迎各位有志之士来公司参观、洽谈业务!滨州旋压非标件厂家
对于材料来说,要求有较高的延伸率、面积收缩率,以及适当的拉伸和屈服强度。金属材料的热处理也是旋压过程中的主要因素。由于旋压过程中的强压应力和拉应力,材料硬化严重,必须通过热处理软化。为了改变工件的机械性能,还需要进行必要的热处理。数控旋压机的报价也合适。工艺方案和参数的制定还考虑了诸如被纺材料的伸长和面积收缩等因素。根据变形程度,可适当增加剪切纺丝道次,并在道次中间增加热处理工序,以软化材料,增加可纺性。在铝合金材料的剪切旋压中,由于变形程度大,工件可以通过热旋压成形。具体来说,将坯料均匀预热至再结晶温度以上,将旋压模具加热至200~300。在旋压过程中,可以用乙炔火焰直接加热毛坯,保证温度不会下降太快,使材料处于软化状态,有利于旋压成形。主要工艺参数为同缸强力旋压,无偏移除外。为了增加材料变形区的面积,防止材料上的拉应力过大,旋压轮前缘的材料局部隆起过高,大部分旋压轮采用的是圆角较大的通用旋压轮。毛坯的设计主要基于剪切旋压的正弦理论,工件的壁厚与锥度有特定的关系。由于形状变化大,在旋压过程中应防止局部不稳定和开裂。滨州旋压非标件厂家
淄博亚阳通风设备有限公司位于山东省淄博市周村区南郊镇姜萌路石佛村。东倚博莱高速,西临济青高速,南靠309国道,北傍胶济铁路,交通方便,通讯发达。产品应用于锅炉鼓、引风、车间、影院换气通风、纺织轴流、化工防爆通风、煤气加压通风、工业窑炉通风;冶金、有色、黄金、建材及核工业等矿山的主扇、辅扇、局扇通风和隧道通风;煤矿主扇、局扇通风。公司通过全方面学习“海尔”,贯彻OEC管理,全方面创新,将以全新的面貌展现在客户面前。公司宗旨:提供满足用户需求的优良产品,让顾客满意的服务。以“真诚到永远”的服务满足客户的要求。热切欢迎广大客户莅临公司指导工作。

淄博亚阳通风设备有限公司位于山东省淄博市周村区南郊镇姜萌路石佛村。东倚博莱高速,西临济青高速,南靠309国道,北傍胶济铁路,交通方便,通讯发达。产品应用于锅炉鼓、引风、车间、影院换气通风、纺织轴流、化工防爆通风、煤气加压通风 、工业窑炉通风;冶金、有色、黄金、建材及核工业等矿山的主扇、辅扇、局扇通风和隧道通风;煤矿主扇、局扇通风。公司通过全方面学习“海尔”,贯彻OEC管理,全方面创新,将以全新的面貌展现在客户面前。公司宗旨:提供满足用户需求的优良产品, 让顾客满意的服务。以“真诚到永远”的服务满足客户的要求。热切欢迎广大客户莅临公司指导工作。
欢迎来到淄博亚阳通风设备有限公司网站,我公司位于历史悠久、经济实力强、星火技术发达的淄博市 具体地址是山东淄博周村区公司街道地址,负责人是王海霞。
主要经营离心风机|轴流风机|矿用风机|喷雾风机。
单位注册资金:人民币 200 万元 - 300 万元。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造**的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-91450872.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 我要给“滨州旋压非标件厂家 亚阳通风设备供应”留言
- 更多产品