- 产品描述
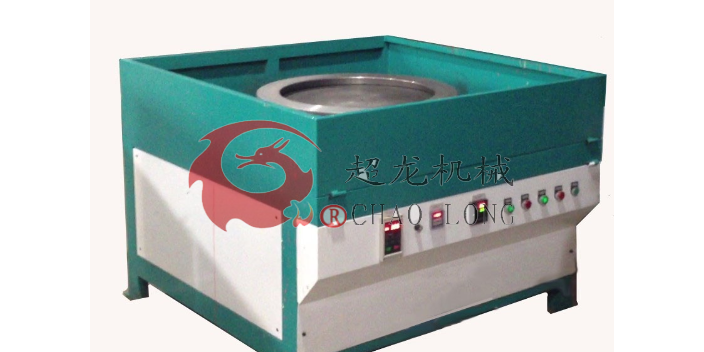
自动减震垫生产线工作原理:长节距输送链固定在平台外侧,通过链传动装置在圆形导轨上作自转运动,制品模架安装在平台上,平台模温机自动供水并加热,通过双排304#供水管道输送至每一台模架,并在每台模架安装位置都设有一套开关模架气源接口,以便控制模架自动开模合模。在生产线**设置有三大区域,即开模区、注料区、关模区,且每套模具都安装**检测信号,当各工位模架运行至开模点位时,模架会自动进入开模动作流程,自动打开模具,*人工操作。各工位设置有4个注料点(A/B/C/D),湖北填充发泡机厂家,浇注机会依次完成注料动作,先浇注A腔、再自动移位至B腔、在注料头结束B腔注料后移位至C腔,当注料头到达C腔时,A腔模具上盖下降,完成A腔盖模动作,当注料头移位到D腔时,会自动完成B腔盖模动作,当注料头完成4个模腔浇注后机头会退至安全点,同时生产线运转至下一工位生产,并执行C/D模腔盖模动作。在各工位侧边配有手动操作盒可对各工位的中心轴气缸、关模气缸、盖模气缸进行手动操作,湖北填充发泡机厂家,湖北填充发泡机厂家。每循环一个周期就完成制品成形的一个工艺过程。即:浇注—加热熟化—脱模,调节输送速度可改变工艺过程的时间(大约每个循环周期5-8/min)。广温机械系列减震垫发泡机可配套圆形生产线、环型生产线、气动模架、夹具等进行自动化生产。湖北填充发泡机厂家
聚氨酯微孔弹性体实心轮胎的制造方法(二)112合成原理聚氨酯微孔弹性体的合成要历经下列3个重要反应:(1)聚氨酯大分子的生成(链增长)。多官能度(尤以二官能度为主)的异氰酸酯和聚酯或聚醚醇发生聚加成反应生成聚氨酯大分子,通过控制NCO/OH摩尔比,使生成的聚氨酯大分子两个末端均为异氰酸酯基团,即nOCNRNCO+(n-1)HOR′OH→OCNRNHCOOR′—⋯—OCONHRNCO(2)起泡。通过向反应体系中添加水,借助水与聚氨酯大分子的异氰酸酯基反应,产生大量的二氧化碳气体,达到起泡的目的。RNCO+H2O→〔RNHCOOH〕→RNH2+CO2→RNH2+RNCO→RNHCONHR此外,也可以通过添加低沸点卤代烃,使之受热气化,达到起泡的目的。(3)胶凝。胶凝又称交联固化,它在制备发泡制品中是非常重要的反应,胶凝过早或过晚都将导致微孔制品质量下降,甚至造成废品。常用的胶凝方法有3种[5]:①多官能度化合物胶凝。三官能度以上的化合物间的反应会生成体型结构聚合物,即浇注成型工艺江苏仿木家具发泡机销售公司上海广温机械低压发泡机,可自动切换配方比例、自动切换注料时间!
广温机械低压PU发泡机故障分析及处理(一)1、故障状态-启动喷料开关而浇注头上无喷料1.1故障原因:无压缩空气或空气压力不能推动浇注头上的出料启闭活塞。1.1.1修理方法:a、查空气压力表,使其达到4-6kg/cm2。b、检查二位四通电磁阀是否通电,如已损坏则更换有关配件。c、检查气缸活塞上的密封圈是否损坏,必要时予以更换。1.2故障原因:气缸内缺油,使密封圈与气缸摩擦力过大。1.2.1修理方法:检查油雾器是否有油雾产生,是否正常。1.3故障原因:转阀轴或出料调节器被残余的原液固结。1.3.1修理方法:a、略提高空气压力(比较大6kg/cm2)。b、调换出料调节器。c、拆下转阀轴,并用二氯甲烷清洗,重新装配和调整好各部位。(注意:不能松开齿轮夹紧转阀轴的螺钉。)1.4故障原因:二位四通电磁阀至气缸的气路接错,反而使喷料开关停止时出料。1.4.1修理方法:调换进气管接头
PU30G-BR系列全自动高压发泡机为我公司新开发的一代高智能、全自动型聚氨酯高压发泡浇注设备,此设备配合自动化生产线可实现自动注料、自动切换组份、自动调整比例、自动识别模具、自动开模、自动合模等高智能型自动化生产线。主要结构由电器控制系统、高低压切换系统、原料输送系统、料温控制系统、压力控制系统、模具识别系统、模具示教系统、六轴机械手系统和机箱等组成。本产品适用于生产各类高回弹、慢回弹、自结皮等聚氨酯塑料成型制品。如:汽车座垫、沙发垫、汽车扶手、隔音棉、记忆枕及各种机械电器的密封垫等。上位机采用了西门子S1500系列64K色10寸OP汉化真彩液晶屏,在主控操作页面整体采用了实时数据监测设计,各个组件动作进行了实时工作指示,各个生产关键数据都设置有实时监测反馈,与机械手之间采用了全闭环式通信联机,并配置**械手示教控制柜与示教器,所有数据现场一目了然。广温机械PU20D-R/Y系列低压发泡机带有生产管理控制软件,便于生产管理。
广温机械高压发泡机操作流程(二)2.1、进入首页,点击主控画面,启动液压站。液压站启动后注意观察显示屏上所跟踪到的实际压力是否能够到达工作所需压力。压力到达之后可操作机头清洗杆按钮,作试验性推动,如能推动则表示机头可以正常工作。2.2、点击主控画面,启动A、B计量泵。此时计量泵为低速运转状态,当计量泵启动后注意观察A、B计量泵进出口压力变化;当计量泵压力稳定之后,再点击高低压切换开关,观察A、B计量泵两边出口压力是否接近,如偏差太大可调节机头节流螺栓,使之与设置压力接近。调节完成后即可点击高低压切换阀,换至低运转状态。当注料时计量泵出口压力过低报警时也可通过节流螺栓来调节压力.2.3、当工位产量设置完成后即可点击返回,进入主控画面,查看当前工位是否与当前生产所需工位参数一至,浇注方式是否为间隔;如工位设置比较多,当前工位与当前生产工位不一至可点击工位加或工位减来切换或直接点击工位数输入当前所需工位即可。至此生产前参数设置完成,将注料嘴套入模具按浇注即可,设备自动完成当前工位注料与清洗动作。上海广温机械全自动数控密封条浇注机。湖北填充发泡机厂家
PU20D-R/Y系列低压发泡机上位机主控操作页面整体采用了实时动态设计,各个组件动作进行了实时仿真。湖北填充发泡机厂家
广温机械高压发泡机设备选型(一)1、在确定制品为聚氨酯软质泡沫塑料后,即可对设备选型。由于广温机械PU20/30G-BR高压发泡设备为一个系列,其浇注量在5-225Kg/min范围内,因此选型时应根据制品的大小及重量来定设备的生产能力。因为原料具有一定的工艺要求,所以在确定设备生产能力时就要按工艺要求选择设备,高压发泡机流量测试及注射时间的计算:理论上,混合头流量=多元醇流量+异氰酸酯流量实际上可通过注射操作来进行计算:混合头流量(θm)=注射重量(g)÷有效注射时间(s)因为有效注射时间不能准确地知道,所以混合头流量计算采用下列方法:设置注射时间为1秒,并称出泡沫重量设置注射时间为2秒,并称出泡沫重量则混合头流量=2秒内的发泡重量-1秒的发泡重量。例如:2S:260g1S:122gQm=260-122=138g/s为了使计算出口混合头流量较精确,一般可选择较长的注射时间(2~4秒)。2、技术性能2.1自动定时浇注:⑴、浇注量:5-225Kg/min,范围由型号确定,详见设备型号技术参数表。⑵、由PLC智能控制,喷料准确度可达0.1秒。湖北填充发泡机厂家
上海广温机械设备有限公司致力于机械及行业设备,是一家生产型的公司。公司自成立以来,以质量为发展,让匠心弥散在每个细节,公司旗下聚氨酯浇注机深受客户的喜爱。公司将不断增强企业重点竞争力,努力学习行业知识,遵守行业规范,植根于机械及行业设备行业的发展。在社会各界的鼎力支持下,持续创新,不断铸造高质量服务体验,为客户成功提供坚实有力的支持。
上海广温机械设备有限公司,现坐落于**大都市上海青浦区,系一家集研发、生产和销售于一体的高科技聚氨酯设备制造企业。 经过多年的发展与努力,我公司逐渐形成了以“**龙”为品牌的系列聚氨酯浇注设备。主要涵盖聚氨酯鞋底浇注机及生产流水线、高低压发泡机、高中低温弹性体浇注机、全自动数控聚氨酯密封条浇注机、空气污染滤清器成套设备、自动开合模圆盘发泡生产线,模架及成套全自动聚氨酯生产设备等系列。 本公司具有雄厚的技术力量及较强的研发能力,拥有经验丰富、国内早期从事聚氨酯设备开发和研制的化工、机械、电气及微机方面的工 程师。可承接各种特殊要求的聚氨酯设备的设计和试制任务。 经过多年的市场开拓,良好的市场形象渐成,设备不仅**国内,还**巴西、希腊、墨西哥、越南、菲律宾、俄罗斯、巴基斯坦、印度、土库曼斯坦、乌克兰等国家。 聚氨酯技术与应用日新月异,而我们的努力一刻也没有停止。 竭诚与国内外各界客商携手共进,迈向成功。
欢迎来到上海广温机械设备有限公司网站,我公司位于历史文化悠久,近代城市文化底蕴深厚,历史古迹众多,有“东方巴黎”美称的上海市。 具体地址是上海嘉定公司街道地址,负责人是田国**。
主要经营聚氨酯浇注机|||。
单位注册资金:人民币 30 万元 - 50 万元。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造**的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-91036575.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 产品推荐
- 堵转 ST280 电机保护测控装置 电压型差压传感器 CYB-41S 淮南JBYH引接电缆供应 能承受沉重的外力 横河差压传感器 HSTL-FY01 防爆正压房 新疆防爆分析小屋厂家 冶金 ESS400-B 电动机过电流保护 卫生平膜型液位传感器 接受定制 安徽KGG22控制电缆电话 具有较高的柔性 安庆CEF80船用电缆型号 日照BIPV光伏防水支架生产厂家 金华市宏旭光伏科技供应 江门24V5A广场舞音响充电器制造商 东莞市双向电子实业供应 避免了因电机过载 JCG5200B 电源保护装置
- 相关文章
- 上海高回弹发泡机 值得信赖 上海广温机械设备供应上海弹性体浇注机作用 值得信赖 上海广温机械设备供应上海弹性体浇注机供应商家 值得信赖 上海广温机械设备供应上海弹性体浇注机 低压发泡机 上海广温机械设备供应上海发泡机解决方案 服务至上 上海广温机械设备供应上海隔音棉发泡机 真诚推荐 上海广温机械设备供应上海发泡机设备制造 欢迎咨询 上海广温机械设备供应上海弹性体浇注机哪家便宜 和谐共赢 上海广温机械设备供应上海弹性体浇注机调试 服务为先 上海广温机械设备供应上海三组份弹性体浇注机 弹性体浇注 上海广温机械设备供应上海发泡机生产厂家 PU发泡机 上海广温机械设备供应上海弹性体浇注机推荐厂家 弹性体浇注 上海广温机械设备供应
- 我要给“湖北填充发泡机厂家 欢迎咨询 上海广温机械设备供应”留言
- 更多产品

铜梁区求购血橙胶原蛋白 和谐共赢 康山水果合作社供应

东莞质量好的氧气分析仪探头 欢迎咨询 虎英智能科技供应

铜梁区哪里买血橙胶原蛋白 信息推荐 康山水果合作社供应
荆门武汉源丰成信诚信推荐 服务为先 武汉源丰成信网络科技供应

河北层叠式自动化养鸡设备有什么优点 河南小龙人农牧机械设备供应

上饶自动采样机哪家好 创新服务 赛摩电气供应

成都精雕背景墙定做哪里有 诚信服务 成都茧手匠坊家居供应

松江2022新款柯迪亚克 上海江湾五角场汽车供应

四川人物雕塑厂 贴心服务 重庆莲山公共艺术设计供应

襄阳休闲椅摆件 抱诚守真 深圳市龙翔玻璃钢工艺供应
天津品牌复合夹芯板哪家便宜 上海恒日钢结构建筑供应







