- 产品描述
统计过程控制(Statistical Process Control)是一种借助数理统计方法的过程控制工具。它对生产过程进行分析评价,根据反馈信息及时发现系统性因素出现的征兆,并采取措施消除其影响,使过程维持在仅受随机性因素影响的受控状态,以达到控制质量的目的。
利用统计的方法来过程的状态,确定生产过程在管制的状态下,以降低产品品质的变异。
1924年休哈特(W.A.Shewhart)博士绘制了张的SPC控制图,并于1931年出版了《加工产品品质的经济控制》(Economic Control of Quality of Manufactured Products)之后,SPC应用于各种制造过程改善便就此展开。
由此可知,休哈特博士将影响产品品质的变异分为不可归咎变异和可归咎变异两类因素:
·不可归咎变异因素是在过程中随时都会影响到产品。
·可归咎变异因素则是在某种特定条件下的过程中才会影响到产品。
如果某一过程只受到不可归咎变异因素影响,则该过程称为稳定过程,即是产品品质特性的变异是在可预测的统计控制范围之内;另一方面,如果某一过程同时被不可归咎与可归咎两个变异因素所影响,则该过程是不稳定的,此时产品品质特性的变异将无法以统计方法来预测。SPC图(SPC Charts)正是为了判断过程是否稳定,或是区分过程究竟是被不可归咎变异因素或可归咎变异因素所影响的一种统计技术。
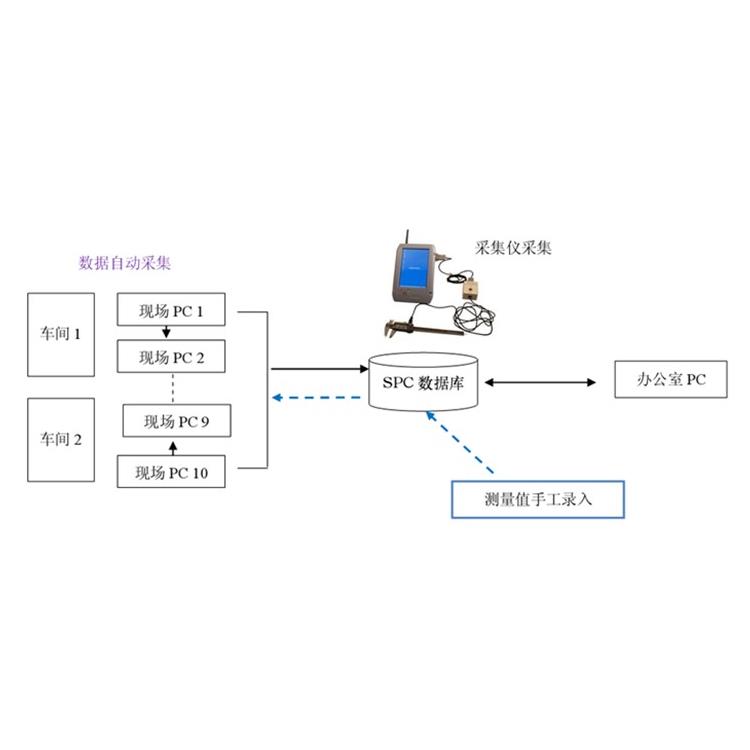
SPC是一种用来分析数据的科学方法,并且利用分析结果来解决实际的问题。只要问题能以数字表示,就可以应用SPC来分析。一般收集的资料都会有变动的现象,将这些数据画在图上,抽样值在某个范围中上下变动,为何会有这些波动发生?其原因可能是原料、设备、气压、操作员生理、心理不同所造成。而SPC的基本原理如下:
1. 被量测出的产品品质特性均是由于某些偶然因素所造成的结果。
2. 某些"偶然因素下的一致现象",是任何制造和检验的架构下所固有的。
3. 在这固有之"一致现象"的状态下的变动将无法找到原因。
4. 在该状态外的变动原因,则是可被发现而加以改正的。
特点
全员参与,而不仅仅是依靠少数质量管理人员;
强调使用统计学的方法来保证预防原则的实现;
SPC不是用来解决个别工序采用什么控制图的问题,SPC强调从整个过程、整个体系出发来解决问题。
能判断整个过程的异常,及时报警。
工程准确度 ( Capability of Accuracy )
必须先确定管制项目的标准值。
设定管制项目标准值的目的,就是希望以该值制造出来的各种产品的实际值,能以该标准值中心,成左右对称的常态分配,而制造时也应以标准值为目标。工程准确度(Ca)评价目的就在于衡量制程平均与标准的一致程度,有时工程准确度指数又称为正确度指数。
广东博思方略科技有限公司,2019年04月28日成立,经营范围包括一般项目:软件开发;软件销售;数据处理服务;信息系统集成服务;信息技术咨询服务;信息咨询服务(不含许可类信息咨询服务);企业管理咨询;市场营销策划;管理;咨询策划服务;企业形象策划;财务咨询;知识产权服务(代理服务除外);商标代理;商务代理申请服务;教育咨询服务(不含涉许可审批的教育培训活动);五金产品研发;五金产品零售;橡胶制品销售;新材料技术研发;业务培训(不含教育培训、职业技能培训等需**许可的培训)。(除依法须经批准的项目外,凭营业执照依法自主开展经营活动)
欢迎来到广东博思方略科技有限公司网站,我公司位于素有“龙舟之乡、中国民间艺术之乡、举重之乡、粤剧之乡”之美誉,号为“世界工厂”的东莞市。 具体地址是广东东莞樟木头公司街道地址,负责人是谭洪华。
主要经营ISO9001认证。
你有什么需要?我们都可以帮你一一解决!我们公司主要的特色服务是:教育 IT培训 IT认证培训 等,“诚信”是我们立足之本,“创新”是我们生存之源,“便捷”是我们努力的方向,用户的满意是我们最大的收益、用户的信赖是我们最大的成果。
本页链接:http://www.cg160.cn/vgy-88058699.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于广东博思方略科技有限公司
商铺首页 |
更多产品 |
联系方式
广东博思方略科技有限公司,2019年04月28日成立,经营范围包括一般项目:软件开发;软件销售;数据处理服务;信息系统集成服务;信息技术咨询服务;信息咨询服务(不含许可类信息咨询服务);企业管理咨询;市场营销策划;管理;咨询策划服务;企业形象策划;财务咨询;知识产权服务(代理服务除外);商标代理;商务代理申..
- 我要给“中山SPC培训公司申请条件”留言
- 更多产品


















