- 产品描述
什么叫保护气体?答:焊接中用于保护金属熔滴以及熔池免受外界有害气体(氢、氧、氮)侵入的气体---保护气体。
熔焊:熔焊是在焊接过程中将工件接口加热至熔化状态,不加压力完成焊接的方法。熔焊时,热源将待焊两工件接口处迅速加热熔化,形成熔池。熔池随热源向前移动,冷却后形成连续焊缝检测检测而将两工件连接成为一体。在熔焊过程中,如果大气与高温的熔池直接接触,大气中的氧就会氧化金属和各种合金元素。大气中的氮、水蒸汽等进入熔池,还会在随后冷却过程中在焊缝检测检测中形成气孔、夹渣、裂纹等缺陷,恶化焊缝检测检测的质量和性能。焊接工艺的操作方法:金属焊接方法有40种以上,主要分为熔焊、压焊和钎焊类。
焊接工艺评定的意义:焊接工艺评定是保证锅炉、压力容器和压力管道焊接质量的一个重要环节。焊接工艺评定是锅炉、压力容器和压力管道焊接之前技术准备工作中一项不可缺少的重要内容,是质量技术监督机构进行工程审验中必检的项目,是保证焊接工艺正确和合理的必经途径,是保证焊件的质量,焊接接头的各项性能必须符合产品技术条件和相应的标准要求的重要保证,因此,必须通过相应的实验即焊接工艺评定加以验证焊接工艺正确性和合理性,焊接工艺评定和还能够在保证焊接接头质量的前提下尽可能提高焊接生产效率和大限度的降低生产成本,获取大的经济效益。
预热原理:预热能降低焊后冷却速度,有利于降低中碳钢热影响区的硬度,防止产生冷裂纹,这是焊接中碳钢的主要工艺措施。预热还能改善接头塑性,减小焊后残余应力。通常,35和45钢的预热温度为150~250℃。鑫歆杰质量检验检测(上海)有限公司3-10个工作日出具检测结果。含碳量再高或者因厚度和刚度很大,裂纹倾向大时,可将预热温度提高至250~400℃。若焊件太大,整体预热有困难时,可进行局部预热,局部预热的加热范围为焊口两侧各150~200mm。
焊接工艺评定注意事项:焊接工艺评定工作是整个焊接工作的前期准备,焊接工艺评定工作是验证所拟定的焊件及有关产品的焊接工艺的正确性而进行的试验过程和结果评价,重要性不言而喻。鑫歆杰质量检验检测(上海)有限公司3-10个工作日出具检测结果。
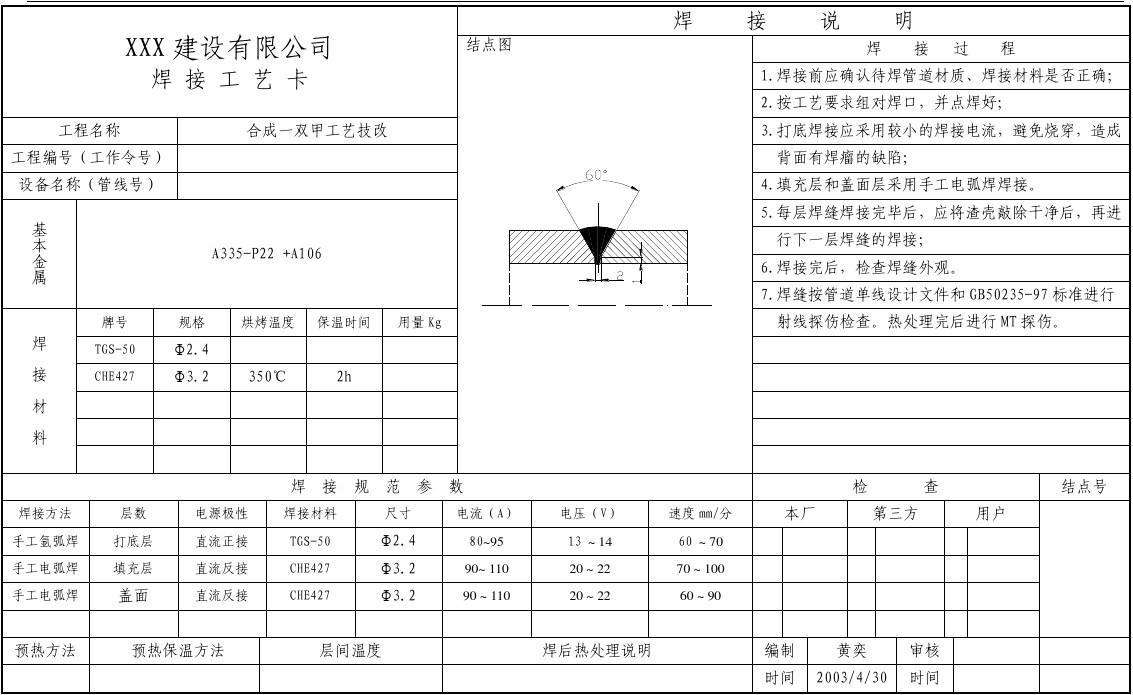
评定过程:1、拟定预备焊接工艺书 (Preliminary Welding Procedure Specification,简称PWPS)。2、施焊试件和制取试样。3、检验试件和试样。4、测定焊接接头是否满足标准所要求的使用性能。5、提出焊接工艺评定结果对拟定的焊接工艺书进行评定。鑫歆杰质量检验检测(上海)有限公司3-10个工作日出具检测结果。

鑫歆杰质量检测(上海)有限公司是一家从事钢结构检验检测的第三方检验检测机构。公司检测业务遍及全国,主营业务有:钢结构检测、无损检测、性能检测、金相分析、化学检测、涂料检测、应力测试、变形检测、紧固件检测、质量技术服务、构件健康监测、金属屋面抗风揭检测、金属板维护系统检测、焊接工艺评定、工程勘测、房屋质量检测等多项建筑质量检测业务。
欢迎来到鑫歆杰质量检测(上海)有限公司网站,我公司位于历史文化悠久,近代城市文化底蕴深厚,历史古迹众多,有“东方巴黎”美称的上海市。 具体地址是上海浦东公司街道地址,负责人是戴新坡。
主要经营钢结构检测、无损检测、性能检测、金相分析、化学检测、涂料检测、应力测试、变形检测、紧固件检测、质量技术服务、构件健康监测、金属屋面抗风揭检测、金属板维护系统检测、焊接工艺评定、工程勘测、房屋质量检测。
这里较专业,这里较优惠,这里生活服务较齐全,我们的服务有:生活服务 装修装饰 房屋检测 !欢迎前来合作!
本页链接:http://www.cg160.cn/vgy-87579133.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 产品推荐
- 沙头角工业区防水补漏 专业防水补漏-兴华防水 南园屋面防水补漏电话 师傅免费上门检测漏水点 桥头厂房装修 获取装修方案 中堂车间宿舍装修单价 宝安工业区防水补漏公司 防水补漏-兴华防水 附近 常德水上两用挖掘机租赁 水上两栖挖机出租 东莞水路挖机租赁 茶山厂房装修 获取装修方案 南城宿舍改建工程电话 临安机器设备起重公司 锅炉起重 富阳广告牌吊装公司 大件物品吊装公司 信誉保证 周边有 水上船挖机打桩出租 单位 海南水上浮船挖掘机租赁 河源钢结构厂房承重检测 厂房改造 第三方鉴定机构
- 相关文章
- 金属屋面系统抗风揭 上海钢结构屋面检验单位 流程步骤金属屋顶组件抗风揭 江苏屋面维护系统鉴定机构 解决方案屋面系统抗风揭 浙江钢结构屋面鉴定部门 报告样本江苏主营光伏屋面检测实验鉴定标准 金属屋面系统抗风揭安全排查 注意事项河北主营太阳能屋面检测实验鉴定步骤 屋面系统抗风揭安全排查 检测内容重庆主营光伏板抗风揭检测实验鉴定正规机构 金属屋顶组件抗风揭安全检测 注意事项钢材鉴定 安徽主营钢材缺陷检验检测鉴定部门 注意事项钢材检测 云南主营钢结构原材料检验检测鉴定要求 检测内容原材料实验 重庆主营钢结构无损检验检测鉴定标准 注意事项屋面抗风揭性能 福建金属屋面抗风揭检验单位 注意事项钢结构材料实验 广东主营钢结构钢材检验检测鉴定第三方机构 解决方案钢结构材料实验 北京主营钢材力学检验检测鉴定方案 报告样本
鑫歆杰质量检测(上海)有限公司是一家从事钢结构检验检测的第三方检验检测机构。公司检测业务遍及全国,主营业务有:钢结构检测、无损检测、性能检测、金相分析、化学检测、涂料检测、应力测试、变形检测、紧固件检测、质量技术服务、构件健康监测、金属屋面抗风揭检测、金属板维护系统检测、焊接工艺评定、工程勘测、房..
- 我要给“新乡市焊接工艺评定 评估公司 认证机构”留言
- 更多产品