- 产品描述
江阴昭瑞钢板有限公司主营中厚板钢板切割、特厚板钢板下料、异形件钢板零割、轴承座切割下料等钢板加工,从事钢板加工行业已12余年,具备数名工作人员以及多台数控加工设备,质量保证可靠稳定。
在实践中,切割速度应根据所用切割喷嘴的性能参数,气体类型和纯度,钢材料和厚度进行调整。切割速度直接影响切割过程的稳定性和切割部分的质量。假设不可能人为地增加切割速度以提高生产能力和减慢切割速度以地改善切割部分的质量,并且仅切割部分的质量可能劣化。
切割速度太快会导致切割部分出现凹陷和渣渣等质量缺陷,这可能构成切断悬挂;切割速度太慢会导致插头的上边缘熔化和塌陷,下边缘会变圆。在切片的下半部分用水冲洗切割深槽凹坑,依此类推。在正常火焰切割过程中,切割氧气流量与垂直切割氧气流量稍微偏移,相应的偏移量称为后部阻力。当速度太低时,没有后拖,并且在工件下方的切削刃处的火花束在切削方向上偏移。如果割炬的工作速度提前,则火花束将在相反方向上偏移。当火花束与切割的氧气流平行时,认为切割速度是正常的。
在进行自动切割时,吊钢板至气割平台上,应调整钢板单边两端头与导轨的距离差在5mm范围内。在进行切割时,应将导轨被切割钢板的平面上,然后将切割机轻导轨上。
使有割炬的一侧面向操纵者,根据钢板的厚度选用割嘴,调整切割直度和切割速度。根据自动切割及切割方式的不同,调整各把割的距离,确定后拖量,并考虑割缝补偿;在切割中,割倾角的大小和方向主要以钢板厚度而定。在进行厚板气割时,割嘴与工件表面保持垂直,待整个断面割穿后移动割嘴,转入正常气割,气割将要到达终点时应略放慢速度,使切口下部完全割断。
根据板厚调整切割参数,切割参数包括割嘴型号、氧气压力、切割速度和预热火焰的能量等,工艺参数的选择主要根据气割机械的类型和可切割的钢板厚度,对未割过的钢板,应试割同类钢板,确定切割参数,同时检查割咀气通畅性。
现在,随着大功率等离子切割技术的成熟,切割厚度已**过mm,扩大了数控等离子切割和切割的规模。火焰切割器钢板的切割速度对应于钢在氧气中的燃烧速度。
在数控火焰切割机的实际生产中,切割速度应根据所用切割喷嘴的性能参数,气体类型和纯度,钢板材料和厚度进行调整。切割速度直接影响切割过程的稳定性和切割部分的质量。如果要人为地提高切割速度以提高生产效率并使用减速切割速度来优化切割质量,则无法做到,切割部分的质量只会恶化。切割速度太快会导致切割部分出现凹痕和熔渣等质量缺陷,从而导致切割结束。较慢的切割速度将导致切口的上边缘熔化和下垂,下边缘变圆,以及切割部分的下半部分。一些带有水射流的深沟槽出现等等。数控火焰切割机的预热处理是完成切割火焰温度控制的直接方法。在我国大多数数控火焰切割机的工作模式中,控制系统的时间设计一般需要控制切割火焰的温度。传统火焰切割方法与数控技术的结合使得数控火焰切割机在市场上得到较广泛的应用。在实际加工和使用中,考虑到火焰切割加工板厚度的巨大差异,许多公司无法准确掌握数控火焰切割机在不同材料和厚度下的速度设定。钢板切割和抛光的好处在钢板切割过程中,为什么需要抛光自由边缘。
激光钢板切割使用激光切割钢板材料非常方便操作,切削刃的加工非常精密和准确,在切削过程中几乎不会带来任何其他痕迹,因此钢的表面床单保持美丽。激光切割也非常灵活,可以很好地切割轨道。激光切割的缺点是切割成本远**火焰切割。剪板机钢板切割剪切机是动叶片和固定的下叶片。
合理的刀片间隙的情况下,剪切力施加到各种厚度的金属板上,以根据所需的尺寸破坏板。剪板机是锻造机械之一,主要作用是金属加工业。等离子切割机等离子切割是一种加工方法,利用高温等离子弧的热量部分或部分熔化和蒸发工件切口的金属部分,并通过高速等离子体动量去除熔融金属一个狭缝。
“钢的信誉,铁的承诺”诚信、双赢是我们宗旨!
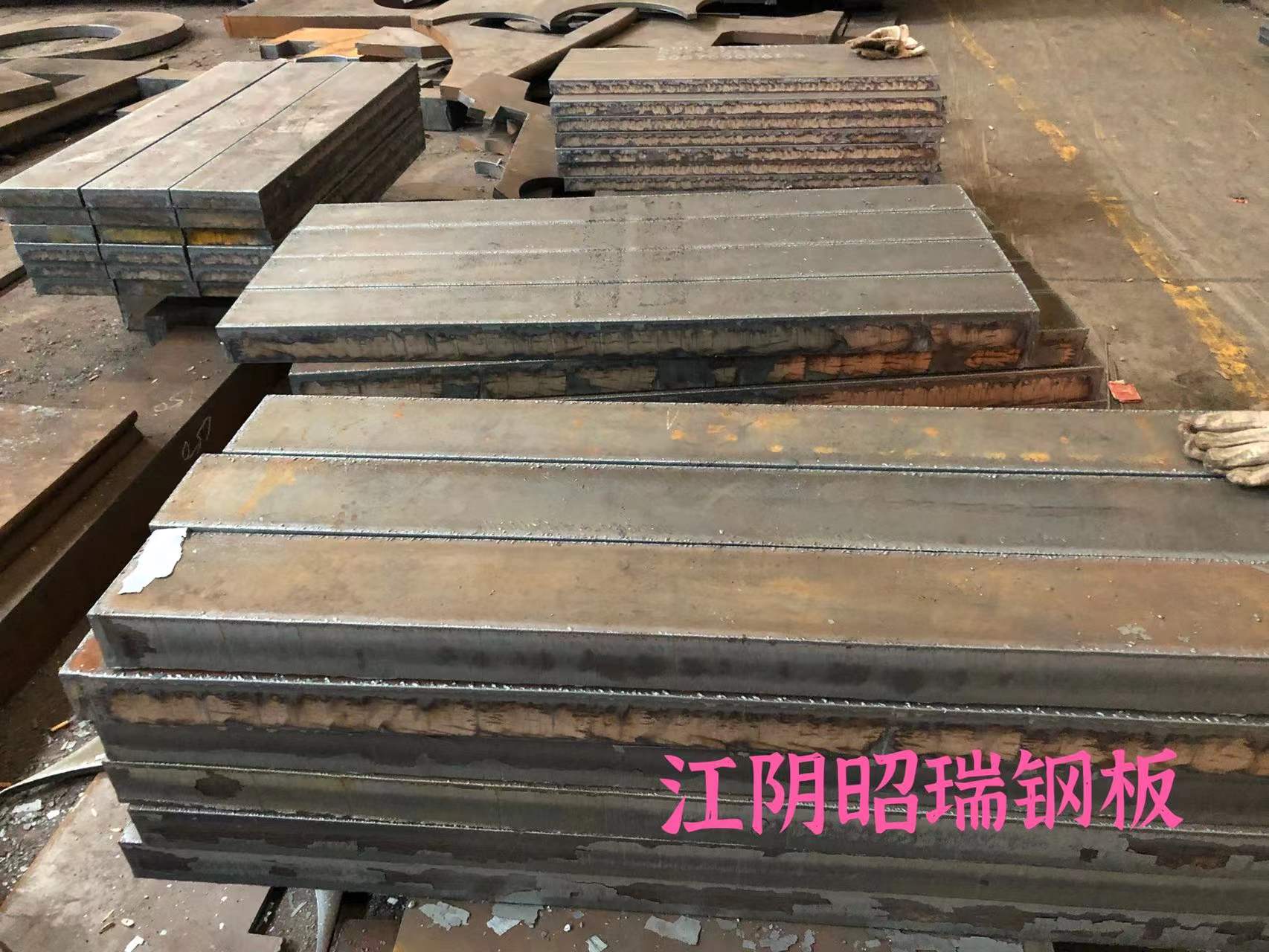


江阴市昭瑞钢板有限公司是专业从事钢板数控切割、钢板零割、特厚钢板数控下料及加工、配送等一站式服务。公司位于江苏省江阴市,地理位置优越、交捷。 公司是国内大型厚钢板加工企业,现货库存原材料来源于兴澄特钢、沙钢、南钢、新钢、舞钢等优特钢资源**。专业为国内重工装备企业做特厚钢板配套下料加工业务。 我公司下料范围:减速机轴承座,齿轮箱体轴承座,锻压设备,液压设备,船舶设备、轧钢机牌坊,重型机械底座、大型船舶配重块、机床侧板、工作平台、重型预埋件、大型轴承座、法兰盘、重型机械底座等特大切割件下料。专业切割厚度10~600mm,切割材质:Q235B、Q345B/C/D/E、35#、45#、Q690、Q460,Q345R、40CR、42crmo等特殊材质。 我公司承诺广大客户:做好产品、好质量、好售后。坚定“诚信赢得客户、服务创造**”的服务理念。
欢迎来到江阴昭瑞钢板有限公司网站,我公司位于有布码头、钱码头、窑码头、丝都、米市之称的无锡市。 具体地址是江苏无锡江阴市公司街道地址,负责人是杨经理。
主要经营钢板切割加工。
我司主要供应:钢铁 建筑钢材 低合金板 等,我们的产品质量优等,种类齐全,我的销售范围广,我们的服务客户满意;如果您对我公司的产品有兴趣,请在线留言或者来电咨询。
本页链接:http://www.cg160.cn/vgy-85377294.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 产品推荐
- ADC12铸铝型材现货 机械性能好 结构造型随意 常州QAL10-3-1.5抗氧化铝青铜 易焊接 结实耐用 钢结构加工设计 库存充足 临沧钢结构设计加工批发 冶金钢材 昆明低合金钢板 锰钢板 烟台QSN6.5-0.1锡磷青铜价格 收缩系数小 应用广泛 钢结构加工设计 接受预定 玉溪钢结构加工设计厂家 钢结构加工设计 支持送货上门 昭通钢结构设计加工厂家 苏州NAK8预硬塑胶模具钢NAK8光圆厂家 强度高 防锈力强 东营QAl10-5-4耐磨铝青铜联系电话 刚度稳定 材质优良 热镀锌C型钢 云南C型钢定做 可零售批发 宁波QAL10-3-1.5抗氧化铝青铜 耐磨性好 应用范围广 南京QAl10-5-5国标铝青铜 光亮整齐 应用范围广
关于江阴昭瑞钢板有限公司
商铺首页 |
更多产品 |
联系方式
江阴市昭瑞钢板有限公司是专业从事钢板数控切割、钢板零割、特厚钢板数控下料及加工、配送等一站式服务。公司位于江苏省江阴市,地理位置优越、交捷。 公司是国内大型厚钢板加工企业,现货库存原材料来源于兴澄特钢、沙钢、南钢、新钢、舞钢等优特钢资源**。专业为国内重工装备企业做特厚钢板配套下料加工业务。 我公司下..
- 我要给“甘肃A3钢板切割电话 激光切割 在线免费咨询”留言
- 更多产品