- 产品描述
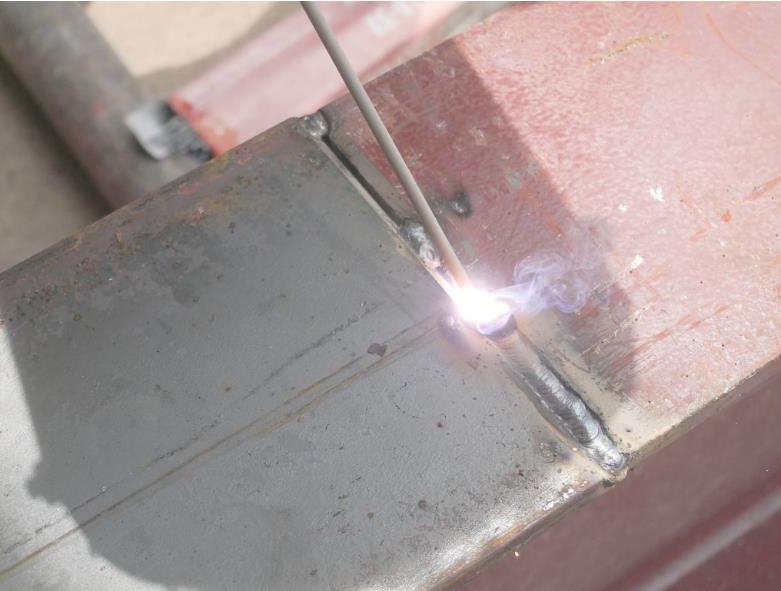
在近代的金属加工中,焊接比铸造、锻压工艺发展较晚,但发展速度很快。焊接结构的重量约占钢材产量的45%,铝和铝合金焊接结构的比重也不断增加。
未来的焊接工艺,一方面要研制新的焊接方法、焊接设备和焊接材料,以进一步提高焊接质量和安全可靠性,如改进现有电弧、等离子弧、电子束、激光等焊接能源;运用电子技术和控制技术,改善电弧的工艺性能,研制可靠轻巧的电弧跟踪方法。鑫歆杰质量检验检测(上海)有限公司3-10个工作日出具检测结果。
预热原理:预热能降低焊后冷却速度,有利于降低中碳钢热影响区的硬度,防止产生冷裂纹,这是焊接中碳钢的主要工艺措施。预热还能改善接头塑性,减小焊后残余应力。通常,35和45钢的预热温度为150~250℃。鑫歆杰质量检验检测(上海)有限公司3-10个工作日出具检测结果。含碳量再高或者因厚度和刚度很大,裂纹倾向大时,可将预热温度提高至250~400℃。若焊件太大,整体预热有困难时,可进行局部预热,局部预热的加热范围为焊口两侧各150~200mm。
对接接头焊缝检测检测的横截面形状,决定于被焊接体在焊接前的厚度和两接边的坡口形式。焊接较厚的钢板时,为了焊透而在接边处开出各种形状的坡口,以便较容易地送入焊条或焊丝。坡口形式有单面施焊的坡口和两面施焊的坡口。鑫歆杰质量检验检测(上海)有限公司3-10个工作日出具检测结果。选择坡口形式时,除保证焊透外还应考虑施焊方便,填充金属量少,焊接变形小和坡口加工费用低等因素。
搭接接头的焊前准备工作简单,装配方便,焊接变形和残余应力较小,因而在工地安装接头和不重要的结构上时常采用。鑫歆杰质量检验检测(上海)有限公司3-10个工作日出具检测结果。一般来说,搭接接头不适于在交变载荷、腐蚀介质、高温或低温等条件下工作。
评定过程:1、拟定预备焊接工艺书 (Preliminary Welding Procedure Specification,简称PWPS)。2、施焊试件和制取试样。3、检验试件和试样。4、测定焊接接头是否满足标准所要求的使用性能。5、提出焊接工艺评定结果对拟定的焊接工艺书进行评定。鑫歆杰质量检验检测(上海)有限公司3-10个工作日出具检测结果。
鑫歆杰质量检测(上海)有限公司是一家从事钢结构检验检测的第三方检验检测机构。公司检测业务遍及全国,主营业务有:钢结构检测、无损检测、性能检测、金相分析、化学检测、涂料检测、应力测试、变形检测、紧固件检测、质量技术服务、构件健康监测、金属屋面抗风揭检测、金属板维护系统检测、焊接工艺评定、工程勘测、房屋质量检测等多项建筑质量检测业务。
欢迎来到鑫歆杰质量检测(上海)有限公司网站,我公司位于历史文化悠久,近代城市文化底蕴深厚,历史古迹众多,有“东方巴黎”美称的上海市。 具体地址是上海浦东公司街道地址,负责人是戴新坡。
主要经营钢结构检测、无损检测、性能检测、金相分析、化学检测、涂料检测、应力测试、变形检测、紧固件检测、质量技术服务、构件健康监测、金属屋面抗风揭检测、金属板维护系统检测、焊接工艺评定、工程勘测、房屋质量检测。
这里最专业,这里最优惠,这里生活服务最齐全,我们的服务有:生活服务 装修装饰 房屋检测 !欢迎前来合作!
本页链接:http://www.cg160.cn/vgy-84903198.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 产品推荐
- 东坑镇汽车报废回收公司 汽车报废办理 清溪镇汽车报废回收 推动科技创新成果转化 东城附近厂房装修设计公司 高埗背景墙设计装修批发价 大岭山附近隔墙吊顶装修工程 塘厦消防门安装工程型号 柳州工厂安全检测 房屋安全性检测 桂检工程质量检测 罗湖卫生间渗水补漏 外墙防水补漏 柳州房屋安全性检测 广告牌检测鉴定 行业经验丰富 洪梅镇报废汽车回收公司 减少温室气体排放 上海奉贤区污水池清理 施工技术成熟 柳州广告牌安全评估 广告牌检测鉴定服务 经验丰富 布吉维修渗水补漏公司 酒店漏水渗水维修_防水堵漏公司 食品厂房装修设计 樟木头厂房装修设计单价
- 相关文章
- 金属屋面系统抗风揭 上海钢结构屋面检验单位 流程步骤金属屋顶组件抗风揭 江苏屋面维护系统鉴定机构 解决方案屋面系统抗风揭 浙江钢结构屋面鉴定部门 报告样本江苏主营光伏屋面检测实验鉴定标准 金属屋面系统抗风揭安全排查 注意事项河北主营太阳能屋面检测实验鉴定步骤 屋面系统抗风揭安全排查 检测内容重庆主营光伏板抗风揭检测实验鉴定正规机构 金属屋顶组件抗风揭安全检测 注意事项钢材鉴定 安徽主营钢材缺陷检验检测鉴定部门 注意事项钢材检测 云南主营钢结构原材料检验检测鉴定要求 检测内容原材料实验 重庆主营钢结构无损检验检测鉴定标准 注意事项屋面抗风揭性能 福建金属屋面抗风揭检验单位 注意事项钢结构材料实验 广东主营钢结构钢材检验检测鉴定第三方机构 解决方案钢结构材料实验 北京主营钢材力学检验检测鉴定方案 报告样本
鑫歆杰质量检测(上海)有限公司是一家从事钢结构检验检测的第三方检验检测机构。公司检测业务遍及全国,主营业务有:钢结构检测、无损检测、性能检测、金相分析、化学检测、涂料检测、应力测试、变形检测、紧固件检测、质量技术服务、构件健康监测、金属屋面抗风揭检测、金属板维护系统检测、焊接工艺评定、工程勘测、房..
- 我要给“武安市钢结构焊接工艺 检测第三方平台 可能之选”留言
- 更多产品