- 产品描述
磁分离技术在市政污水处理中的优势:
**磁分离技术具备占地面积小、施工周期短、工艺技术运维难度小、容积负荷高的技术特点,但同时也具有出水指标覆盖能力不完整、缺乏生化能力等弱点。将**磁分离技术放大到整体水环境和水资源管理的尺度看,合理使用**磁分离技术,可以成为很多场景下的终处理处置方案,如封闭水体富营养化防治、合流制溢流污染净化等。但当区域环境进一步改善时,**磁分离技术可能会演变成为系统处理方案中的一个中间环节,与其他技术进行配套组合。另一方面,磁分离技术本身的发展也需要在产品和技术上的进一步优化,以保证较高的污染指标覆盖能力,以及较具弹性的污水来源适应能力。
**磁分离水体净化技术优势
一、处理量大,占地少
1、**快的固液分离速度,使设备占地远小于传统方法,总体占地少1/3以上。
2、在同等占地条件下,处理水量远大于传统沉淀分离方法。
3、单台设备大处理能力1500m3/h(冶金废水),特别适用于悬浮物为主要污染物的大流量废水净化。
二、工艺流程短,处理效果好
1、适应悬浮物浓度范围广,而出水水于高密澄清。
2、解决了漏渣跑渣问题,水于其它类型的磁盘机。
3、进磁盘出泥浓度高,脱水前不需要浓缩处理。
4、进水SS≤800mg/L,出水SS≤30mg/L,低可达10mg/L;油≤3mg/L。
三、项目总投资省
1、设备投资略**传统方法,但由于大量节省占地和构筑物,总投资低。
2、磁分离主设备投资也**传统平流式磁盘机。
四、施工周期短
1、以磁分离设备为主,整个工艺构筑物少,项目建设工期短。从设备加工到现场正常运行一般不**过3个月。
五、运行维护简单、成本低
1、从预处理到出水、污泥脱水,全过程可自动控制,运行维护工作量很小。
2、全新的磁盘动态梯度磁路设计,改变传统磁盘机的刮渣卸渣方式,备品备件采购和维护费用大大降低。
3、磁分离设备**部件磁盘的焊缝磨损小,正常使用寿命较长。
六、工艺成熟,技术
1、国内外,磁分离净化废水技术的工程应用**过20年,工艺成熟可靠。
2、新一代HRMD磁分离技术,集数项国家发明**和新型**开发而成,并经工程运行检验,实 现了性、经济性、可靠性的良好结合。
**磁分离水体净化设备工艺特点
**磁分离净化设备与普通的沉淀、过滤相比,设备具有连续运行,可分离水中悬浮物的特点。
1、采用磁钢,构造分离磁场,技术稳定成熟。磁分离技术的快速发展,得益于我国材料工业的技术进步,磁钢的磁性不仅比铁氧体材料有了大大追赶,其产业化的成熟也为设备的生产制造降低成本提供了可能,使得以聚磁组合为**的**磁分离机得以大规模普及应用。
2、磁分离时间短,占地面积小。聚磁组合磁盘表面产生的磁力是重力的640倍以上,能快速地捕捉到微磁性絮团,使整个水处理净化过程的时间大大缩短,来水自混凝反应池进至磁盘机出水的时间为3~6min,大大**传统的沉淀法。与传统处理方法相比,设备分离时间短,相应的设备占地少。
3、与磁分离工艺配套的混凝系统用药量少。磁分离依靠强磁力进行吸附和分离,不需要大量的药剂使水体中的悬浮物形成大的絮团,而仅需微絮凝。与常规的混凝沉降系统比较,可大大节约系统的药剂使用量(仅为常规水处理加药量的1/3~1/2),节省药剂费用。
4、出渣污泥浓度高。磁分离磁鼓分离出的污泥含泥率大于70000mg/L,含水率小于93%(普通沉淀污泥含水率为98%-99%),可不经过浓缩直接进入脱水设备,大大节省污泥浓缩池占地和污泥脱水设备选型时的大小。经过常规的压滤脱水后,污泥含水率小于65%,成泥饼状,便于装卸外运。
HRMD两级精密磁分离与早期单级磁盘分离技术相比具有以下显示优势
HRMD两级精密**磁分离技术有效解决了市场上常规(单级)磁分离普遍存在的跑渣漏渣、关键部件易磨损、进入磁分离流道的污水悬浮物浓度高,从而影响出水水质等缺陷,具有较强的抗冲击负荷能力(悬浮物浓度、水量波动的适应能力提高30%以上)、较高的净化精度、较低的投资成本。
(1)净化效果较好
常规的磁盘分离机是一级磁分离,HRMD两级精密磁分离设备实现了磁鼓和磁盘的结合,将废水进行初级和精密的两级磁分离,净化效果比常规的磁盘较好,悬浮物及总磷等污染物去除效率较高。
HRMD两级精密磁分离技术解决了漏渣跑渣问题,进水SS≤500mg/L,出水SS≤20mg/L,低可达10mg/L,出水效果明显**其它类型的磁盘机。
(2)占地面积小,处理水量较大。
单台设备大处理能力1200m3/h,在同等占地条件下,处理水量远大于常规单级磁盘分离设备;同等处理量条件下,HRMD两级精密磁分离设备占地少。
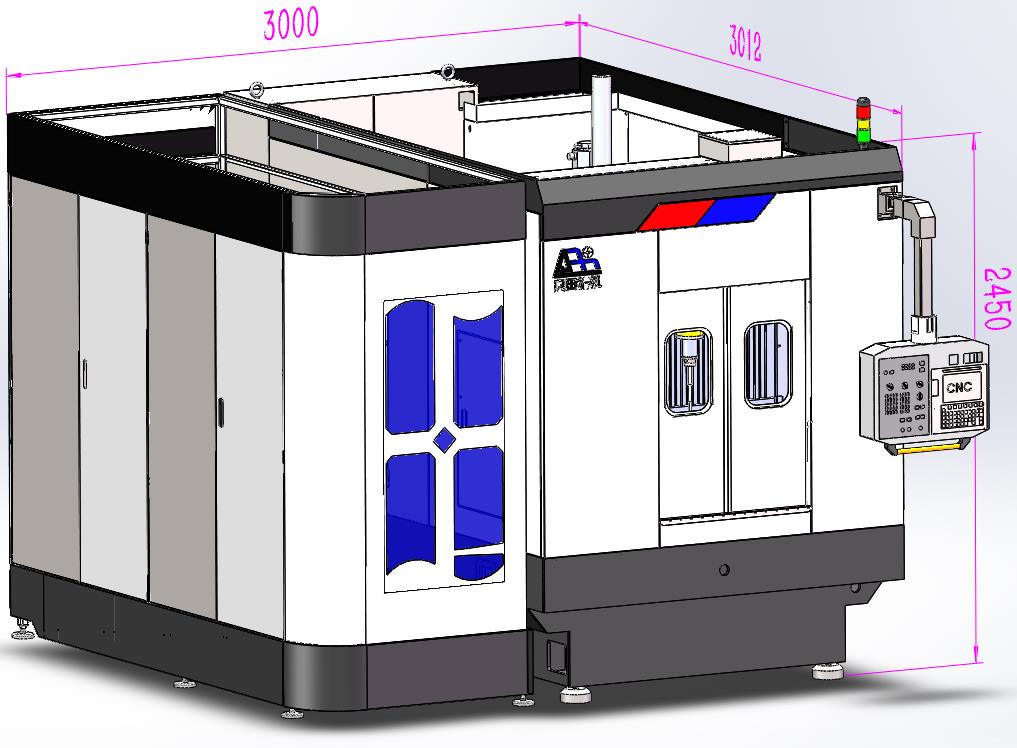
HRMD两级精密分离系统可为集装箱式,集成化程度高、系统紧凑占地小,大大节省基建投用。
(3)适合于高浓度废水及冲击负荷
常规的磁盘分离机处理河道废水和面临冲击负荷时,磁盘流道常常会出现堵塞现象,出水效果没有**。
HRMD精密分离系统突破了这个局限,在处理高浓度废水和面临冲击负荷时,出水效果几乎不受影响,保证处理水量和出水效果。
(4)磁种回收率显着提高
在磁分离系统中,需要投加磁种使非磁性悬浮物形成磁性絮体,磁种要进行回收并重新利用。HRMD两级精密磁分离系统比常规的磁盘分离机的净化效果较好,减少了磁种的流失,提高了磁种的回收率,具项目现场统计,现磁种回收率可达到99%。
(5)污泥脱水占地少,脱水及污泥中转现场干净。
分离出的污泥由集装箱内的叠螺式脱水机脱水,脱水后的污泥采用接渣斗和干泥罐储存,现场干净、整洁,占地面积小。从污泥脱水到污泥外运,不需要要人工铲泥,由螺杆泵进行中转,全程自动化。
(6)工艺成熟,技术。
国内外,磁分离净化废水技术的工程应用**过20年,工艺成熟可靠。新一代HRMD两级精密磁分离技术,集数项国家发明**和新型**开发而成,并经工程运行检验,实现了性、经济性、可靠性的良好结合。
成都源蓉科技有限公司长期致力于环保技术的研发、设备制造、销售服务。在水处理领域,公司主要技术人员熟知国内外磁分离净化技术的发展,具有丰富的实践经验。
成都源蓉科技有限公司位于美丽的天府之国成都高新区,注册资本1200万元,公司长期致力于环保技术的研发,环保设备制造、销售与技术服务,是一家专业生产**磁分离、磁混凝沉淀(磁絮凝、磁沉淀、磁加载)污水处理成套设备的高科技环保企业。 我公司拥有深厚的技术储备和产品研发能力,在**磁分离、磁混凝(磁絮凝)领域磁种加载、磁盘/磁筒/叠筒分离方式、磁种回收、磁力压榨脱水等**工艺环节获得了10余项技术发明**和实用新型**。公司于2016年通过**企业认证。我公司主要生产和销售:磁分离,**磁分离设备,磁分离水处理设备、**磁分离矿井水处理设备、一体化**磁分离污水处理设备、磁分离黑臭水体处理设备、磁分离污水应急处理设备、稀土磁盘机、磁混凝污水处理设备、磁分离主机、磁回收机、磁鼓机等污水处理设备。我公司成功研发出新一代“HRMD两级精密**磁分离水处理设备”,相较于市面上传统单级**磁分离设备,具有:抗冲击负荷强,出水效果较好、磁种回收率较高、占地较小等明显优势。目前,已在煤矿矿井水处理、冶金废水处理、市政污水厂提标改造、黑臭水体应急处理、海绵城市景观水处理、排污口应急处理、污水处理厂溢流应急处理等领域的实际项目中圴**了良好的处理效果,并得到用户和合作伙伴的一致**。“技术、品质可靠、服务诚信、合作共赢”是公司的经营理念,“格物竞利,明德聚友”是公司不变的信仰,愿与各方朋友携手合作,互利共赢。
欢迎来到成都源蓉科技有限公司网站,我公司位于地势平坦、河网纵横、物产丰富,农业发达,自古就有“天府之国”美誉的成都市。 具体地址是四川成都武侯区公司街道地址,负责人是王定伟。
主要经营**磁分离设备。
我司主营环保方面的设备、材料,包括环保 水处理设备 污水处理成套设备 等,产品多种多样,欢迎新老顾客任意选购!
本页链接:http://www.cg160.cn/vgy-84110904.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于成都源蓉科技有限公司
商铺首页 |
更多产品 |
联系方式
成都源蓉科技有限公司位于美丽的天府之国成都高新区,注册资本1200万元,公司长期致力于环保技术的研发,环保设备制造、销售与技术服务,是一家专业生产**磁分离、磁混凝沉淀(磁絮凝、磁沉淀、磁加载)污水处理成套设备的高科技环保企业。 我公司拥有深厚的技术储备和产品研发能力,在**磁分离、磁混凝(磁絮凝)领域磁种..
- 我要给“常州**磁净化设备 磁净化 专注环保设备的研发与智造”留言
- 更多产品