- 产品描述
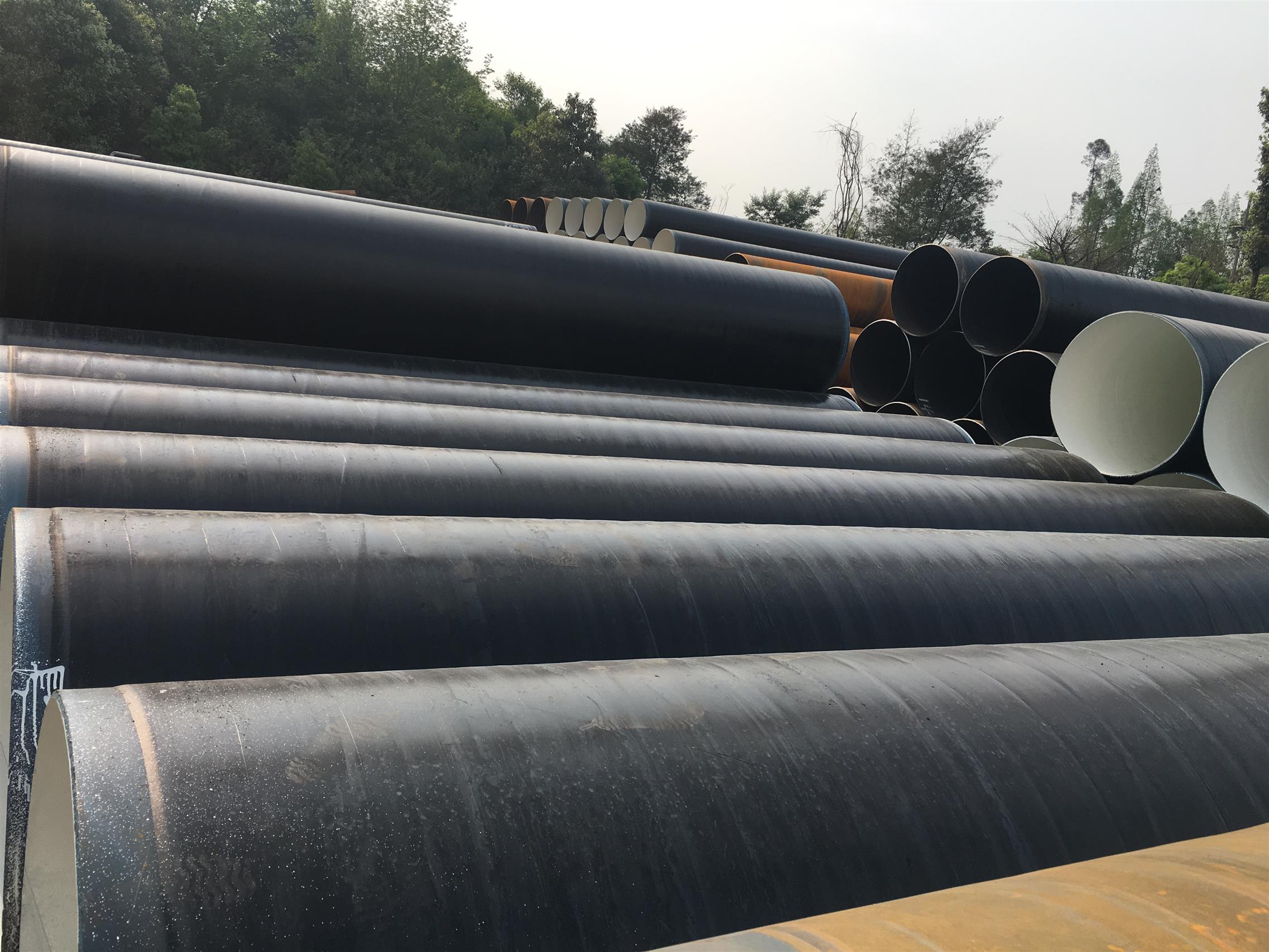
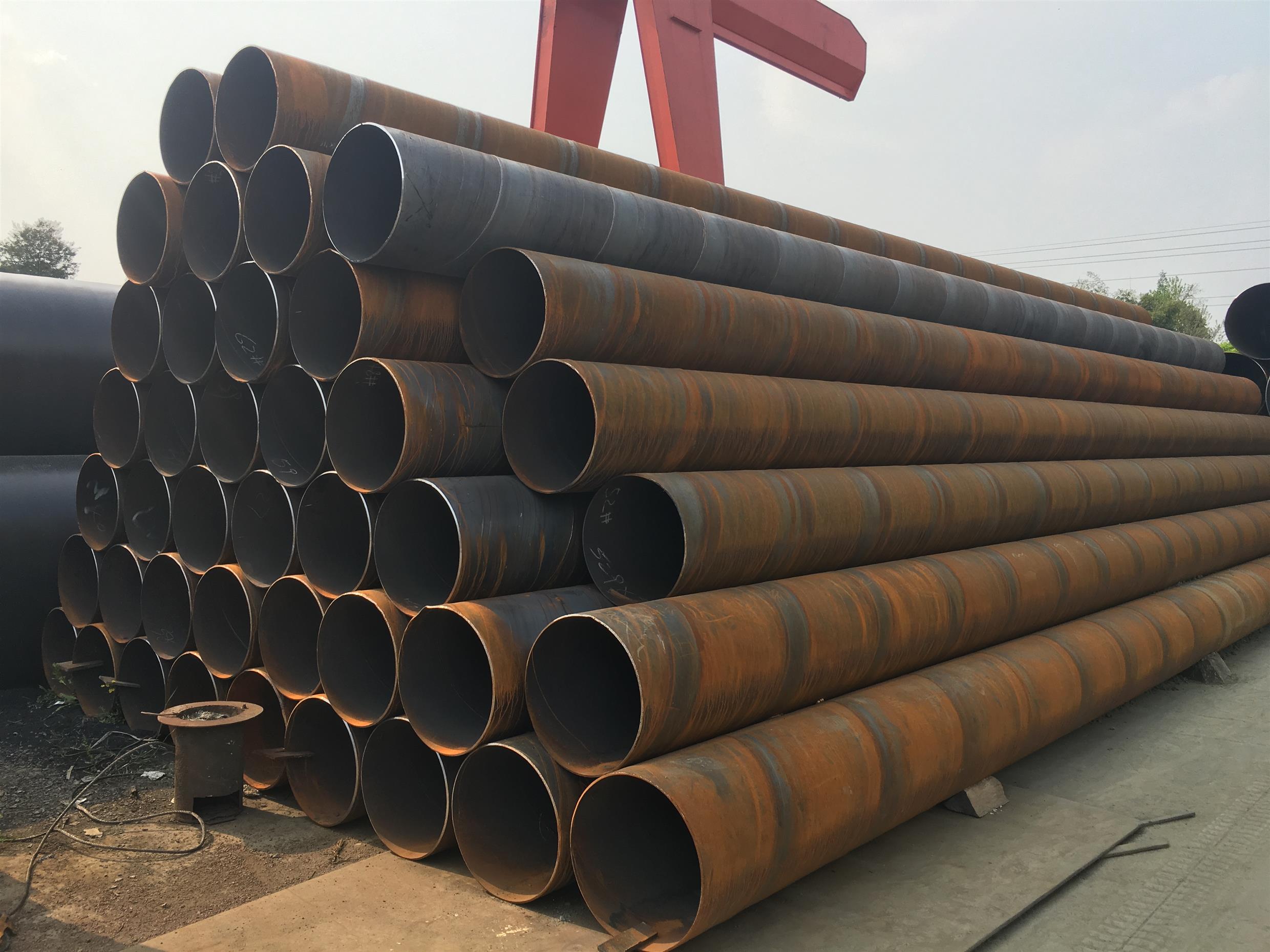
双清螺旋管大型螺旋钢管生产厂家
螺旋钢管生产工艺:
1、原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验;
2、带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊;
3、成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理;
4采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送;
5、采用外控或内控辊式成型;
6、采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制;
7、内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量;
8、焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷;
9、采用空气等离子切割机将钢管切成单根;
10、切成单根钢管后,每批钢管都要进行严格的检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产;
11、焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经消除;
12、带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查;
13、每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。试验参数自动打印记录;
14、管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。
螺旋钢管在出厂之前应做机械性能试验和压扁试验以及扩口试验,并要达到标准规定的要求。直缝钢管的质量检测方法如下:
1、从表面上判断,也就是在外观检验。焊接接头的外观检验是一种手续简便而又应用广泛的检验方法,是成品检验的一个重要内容,主要是发现焊缝表面的缺陷和尺寸上的偏差。一般通过肉眼观察,借助标准样板、量规和放大镜等工具进行检验。若焊缝表面出现缺陷,焊缝内部便有存在缺陷的可能;
2、物理方法的检验:物理的检验方法是利用一些物理现象进行测定或检验的方法。材料或工件内部缺陷情况的检查,一般都是采用无损探伤的方法。无损探伤有超声波探伤、射线探伤、渗透探伤、磁力探伤等;
3、受压容器的强度检验:受压容器,除进行密封性试验外,还要进行强度试验。常见有水压试验和气压试验两种。它们都能检验在压力下工作的容器和管道的焊缝致密性。气压试验比水压试验较为灵敏和速,同时试验后的产品不用排水处理,对于排水困难的产品尤为适用。但试验的危险性比水压试验大。进行试验时,必须遵守相应的安全技术措施,以防试验过程中发生事故;
4、致密性检验:贮存液体或气体的焊接容器,其焊缝的不致密缺陷,如贯穿性的裂纹、气孔、夹渣、未焊透和疏松组织等,可用致密性试验来发现。致密性检验方法有:煤油试验、载水试验、水冲试验等;
5、静水试验 每根钢管应做静水压试验而无渗漏现象,试验压力按下试计算 P=2ST/D 式中S—静水压试验的试验应力Mpa,静水试验的试验应力按相应钢带标准规定屈服度小值(Q235为235Mpa)的60%选取。 稳压时间:D<508试验压力保持时间不少于5秒; D≥508试验压力保持时间不少于10秒 4 无损检测 钢管的补焊焊缝、钢带对头焊缝及环向缝应进行X射线或超声波检验。对于可燃普通流体输送用的钢向的螺旋焊缝应进行SX射线或超声波检验,对用于水、污水、空气、采暖蒸汽等普通流体输送用的钢管的螺旋焊缝应进行X射线或超声波检验抽查(20%)。
防腐螺旋钢管厂家底漆的质量控制流程:
1、螺旋钢管的表面处理应干净彻底。防腐用底漆和面漆的层数和颜色应符合设计要求。厚度应符合测厚仪测量的设计要求;
2、认真组织工序交接,前一道工序不合格,下一道工序禁止施工,并及时办理工序交接手续;
3、防腐用涂料材料和颜色应根据设计院的要求选择。该产品必须有批准证书。在保质期内,油漆和防腐材料应根据制造商的要求和一般施工要求进行混合。油漆在使用前应进行颜色编码。防腐螺旋钢管检验现场;
4、除锈后,应对螺旋钢管表面进行自检。检验合格后,进行联合检验。只有在通过检查后,才能涂漆。所有链接都应具有良好的质量;
5、防腐螺旋钢管涂漆后,油漆表面应平整光滑,色调一致;
6、严格控制防腐钢管的生产过程。每道工序必须符合质量标准,并做好自检记录,确保防腐钢管生产过程的可追溯性;
7、生产防腐螺旋钢管时,必须在每道油漆涂刷前清洁表面,以保证表面无污垢和灰尘。只有在表面清理干净后,才能涂上油漆;
8、防腐螺旋钢管制造商完善的质量保证体系使工程质量得到控制。
沧州龙都管道有限公司是河北大型螺旋钢管厂家,我厂生产的螺旋钢管规格型号齐全,大口径厚壁螺旋钢管,疏浚钢管 输泥钢管 输气钢管 输油钢管 打井钢管 打桩钢管 立柱钢管 打井螺旋钢管 花管 广告牌立柱螺旋钢管 水煤气输送钢管 水煤气输送管道 防腐保温管道 化工管道- 2003年正值钢铁行业蓬勃发展之际“龙都”迈入行业大门,开始在钢铁行业中寻求自己的发展契机,小心谨慎的进行着经验与实力的积累。龙都钢管有限公司于2005年正式投产,注册资金5000万元。其规模占地面积60000平方米,有螺旋钢管生产线4条、直缝焊管生产线2条。采用SY/T5037-2000石油天然气行业标准和GB/T9711.1-1997、GB/T9711.2-1997国家石油天然气工业标准生产直径159--2820mm壁厚3.5--26mm之间各种钢级双面埋弧焊螺旋钢管及直径57—630mm,壁厚3-16mm之间直缝焊接钢管,我们并代理包钢、天钢、成钢产碳钢无缝钢管以及合金无缝钢管,产品材质:Q235 、Q345、10#、20#、16Mn、27Sin、L245、L290、L360、X42、X52、X60、X65、X70、X80等。为方便客户我们可代客户在本地加工钢管防腐、钢管保温、管端法兰焊接等业务。随着二号车间的顺利竣工年生产能力达到200000吨。产品广泛用于石油、化工、电力、水利、矿山、钢结构等行业和天然气、煤气、蒸汽、采暖、基础打桩、建筑结构等领域,产品销往全国各地用于众多国家重点工程,并得到广大客户和各级的**与信赖,也带来了生意上的发展,完成了初的资本积累,较是今日发展的根源。
螺旋钢管生产工艺
(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。
(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)采用外控或内控辊式成型。
(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。
(7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。
(8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷。
(9)采用空气等离子切割机将钢管切成单根。
(10)切成单根钢管后,每批钢管都要进行严格的shou检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。
(11)焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经消除。
(12)带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。
(13)每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。试验参数自动打印记录。
(14)管端机械加工,使端面垂直度,坡口角和钝边得到准确控制
沧州龙都管道有限公司位于中国钢管生产基地之一的沧州市盐山城南开发区,是一家双面埋弧焊螺旋钢管,螺旋钢管,厚壁螺旋钢管,螺旋焊管,双面埋弧螺旋焊管生产厂家螺旋焊接钢管,直缝焊管,螺旋管道等产品于一体的大型企业集团.
材质为:Q235A,Q235B、20#、Q345B(16Mn)、L245(B)、L290(X42)、等,产品执行API SPEC5L、5CT 、GB/T9711.2、SY/T5037、GB/T8163、GB/T8162标准。广泛用于天然气、石油、化工、电力、热力、给排水、蒸汽供热、水电站用压力钢管、火力发电、水源等长距离输送管线及打桩、桥梁、钢结构等工程领域。
销售区域:北京 天津大邱庄 重庆 河北石家庄 邯郸 山西太原 内蒙古 辽宁 吉林 黑龙江 江苏 浙江 安徽 福建 江西 山东 河南郑州 湖北武汉 湖南长沙 广西 南京 海南 四川成都 贵州贵阳 云南昆明 陕西西安 甘肃兰州 宁夏银川 青海西宁 新疆乌鲁木齐 重庆 产品销往几十个地区
常年双面埋弧焊螺旋钢管螺旋焊管,螺旋钢管,厚壁螺旋钢管,双面埋弧螺旋焊管,螺旋焊接钢管,直缝钢管,直缝焊管,直缝焊接钢管,大口径直缝钢管生产量达到15万吨,目前库存螺旋钢管,厚壁螺旋钢管,螺旋焊管,双面埋弧螺旋焊管生产厂家 螺旋焊接钢管,直缝焊管,螺旋管道达到5000吨,另外也可以定做防腐螺旋焊管,钢管桩,螺旋焊缝钢管,直埋保温管 钢套钢保温钢管等,可按客户要求定制。


四川双清螺旋钢管有限公司是一家生产双面埋弧焊螺旋钢管的厂家,位于四川省崇州市羊马工业区,成温邛高速公路羊马出口处右侧,距成都仅25公路,交通十分便捷。 公司占地面积80000平方米,年产能力80000余吨,拥有国内十分的螺旋钢管生产线,以及完善的检测设备(超声波探伤设备、工业X射线设备、水压设备、理化检测设备等)。 公司已***共和国特种设备制造许可证(压力管道原件)。 可生产产品标准: GB/T9711.1-1997 石油天然气工业输送钢管 用途:输送、天燃气、高压流体(水电站)、化工流体、其它可燃流体等 SY/T5037-2012 普通流体输送管道用螺旋缝埋弧焊钢管 (替代SY/T5037-2000标准) 用途:供水、排水、煤气、蒸气 SY/T5040-2000 桩用螺旋缝埋弧焊钢管 用途:广告柱、钢结构 公司已通过:质量管理体系(GB/T 19001-2008-ISO 9001:2008)标准认证;环境管理体系(GB/T 24001-2004/ISO 14001:2004)标准认证;职业健康安全管理体系(GB/T 28001-2001)标准认证。 公司生产螺旋缝双面埋弧焊钢管,规格可从D219mm~2640mm(壁厚5mm~18mm)。 公司是民营企业中西南其中一家**国家特种设备压力管道生产许可证(A2级、GB/T9711.1-2000)的厂家。公司集螺旋钢管生产制造、钢管内外防腐处理,对外钢管焊接安装于一体。建立了一套完整的产品质量控制体系和售后服务体系。 多年以来,公司生产的螺旋钢管产品质量稳定可靠,价格优惠,并广泛应用于西南及西北地区大开发的各项重点工程以及汶川特大地震灾后重建重点工程中。 目前,公司致力打造石油、天然气、煤气管道,进一步为化工、电力、冶金、焦化建设工程提供钢管。公司愿以的产品,可靠的信誉和雄厚的实力与各界..
欢迎来到四川双清螺旋钢管有限公司网站,我公司位于地势平坦、河网纵横、物产丰富,农业发达,自古就有“天府之国”美誉的成都市。 具体地址是四川成都崇州市公司街道地址,负责人是袁先生。
主要经营四川螺旋钢管。
我公司主要供应冶金 钢材 管材 等,产品销售全国各地,深受企业用户的信任和**!期待与您的合作!
本页链接:http://www.cg160.cn/vgy-83306614.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于四川双清螺旋钢管有限公司
商铺首页 |
更多产品 |
联系方式
四川双清螺旋钢管有限公司是一家生产双面埋弧焊螺旋钢管的厂家,位于四川省崇州市羊马工业区,成温邛高速公路羊马出口处右侧,距成都仅25公路,交通十分便捷。 公司占地面积80000平方米,年产能力80000余吨,拥有国内十分的螺旋钢管生产线,以及完善的检测设备(超声波探伤设备、工业X射线设备、水压设备、理化检测设备等..
- 我要给“螺旋管 重庆外钢管”留言
- 更多产品