- 产品描述
江阴市昭瑞钢板有限公司是国内大型厚钢板加工企业,库存原材料来源于兴澄特钢、沙钢、南钢、新钢、舞钢等优特钢资源**。
钢板切割总结如下切割氧的纯度氧气的纯度是影响气割过程和质量的重要因素。氧气纯度低,不但会大大降低切割速度使得切割面粗糙切口下缘沾渣,而且氧气的消耗量也会的增加。切割氧流量切割厚度为MM的钢板时,随着氧流量的增加,切割速度逐渐,切割质量提高,但**过某个界限值相对应的值反而降低。
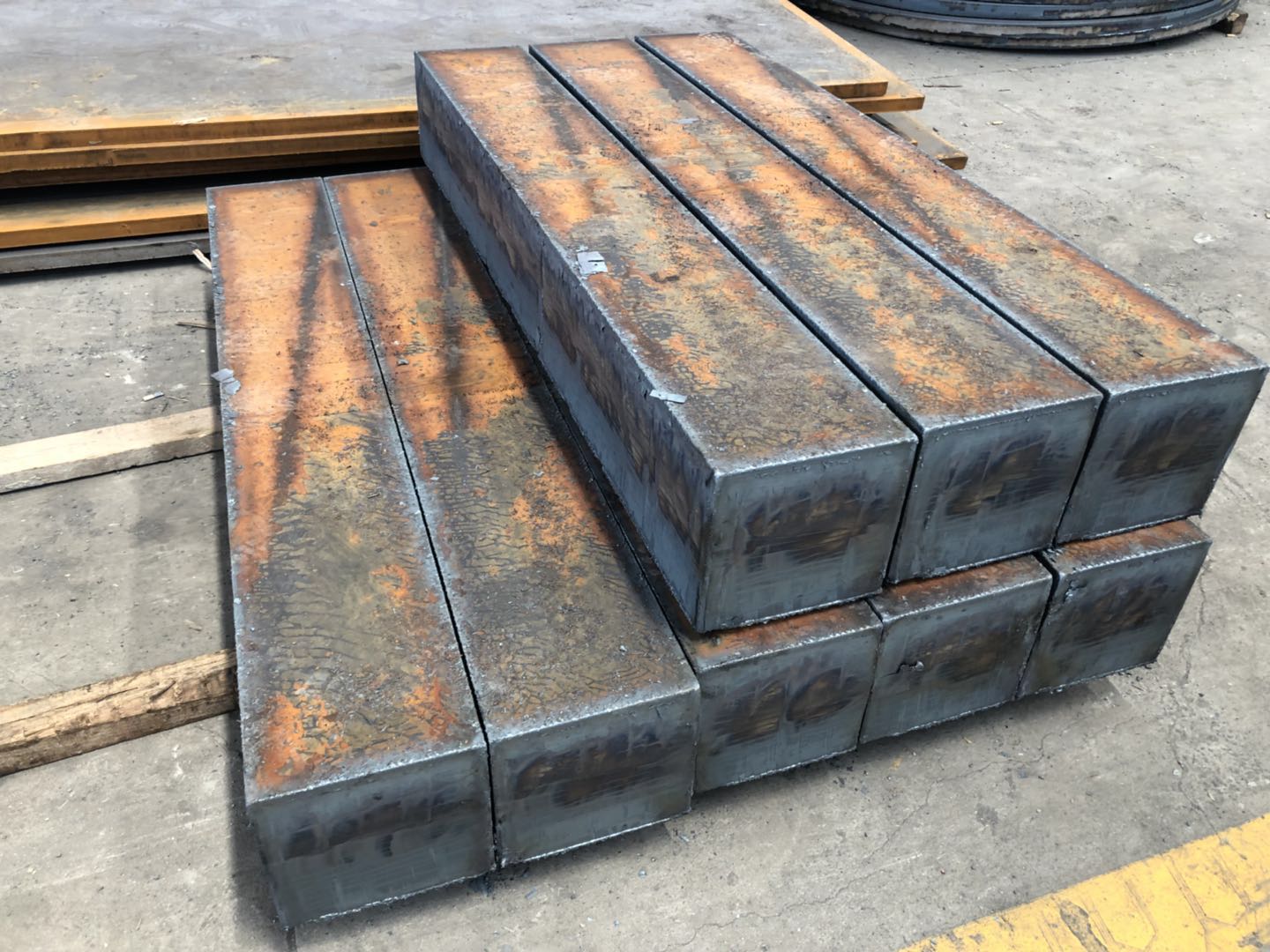
因此,对不同的钢板厚度各自存在一个氧流量值,当处于氧流量值状态切割时,不但切割速度,而且切割效果。切割氧压力随着切割氧压力的提高,氧流量相应增加,因此能够切割的板厚度随之。但压力增加到一定值,可切割的厚度也达到值,再压力,可切割的厚度反而减小。切割氧压力对切割速度的影响与切割氧流量的原理大致相同。一般情况下,用普通割嘴气割时,在压力较低的情况下,随着压力增加,切割速度也提高,但当压力**过MP以后,切割速度反而下降;再继续加大压力,不但切割速度降低,切口也会变宽,切口断面也会较粗糙。用扩散形割嘴气割时,如果切割氧压力符合割嘴的设计压力,则压力时,随着切割氧流的流速和动量的,切割速度也会增加。除了以上提到的几点因素外,在气体火焰切割过程中,影响终切割质量的因素还有很多,如预热火焰的功率被切割金属的成分性能表面状态及初始温度等。只有综合多方面因素考虑,才能使得切割效果较加。火焰切割作为基础的切割方式,目前在国内应用也是为广泛的一种切割方式,针对火焰切割过程中,如果把握整套切割流程以达到较好的切割质量及效果,被切割件应垫平,以便于散放热量和排除熔渣。决不能放在水泥地上切割,因为水泥地面遇高温后会崩裂。
切割面粗糙
一、切割氧压力过高;二、割嘴选用不当;三、切割速度太快;四、预热火焰能量过大;
切割面缺口
一、切割过程中断,重新起割衔接不好;二、钢板表面有厚的氧化皮、铁锈等;三、切割机行走不平稳;
切割面内凹
一、切割氧压力过高;二、切割速度过快;
切割面倾斜
一、割炬与板面不垂直;二、风线歪斜;三、切割氧压力低或嘴号偏小;火焰切割设备的成本低并且是切割厚金属板经济有效的手段,但是在薄板切割方面有其不足之处。与等离子比较起来,火焰切割的热影响区要大许多,热变形比较大。为了切割准确有效,操作人员需要拥有高**技术才能在切割过程中及时回避金属板的热变形。
在钢板火焰切割过程中,切割喷嘴到切割面表面的高度是选择切割质量和切割速度的主要因素之一。对于不同厚度的钢板,应调整不同参数的切割高度。为了确保高质量的,切割喷嘴到切割工件表面的高度必须在整个切割过程中粘到根部。掌握影响钢板火焰切割质量的上述三个因素,生产能力将有显着提高。至于燃气切割客户,切割天然气有一些缺点,如何结束。
即使用燃料增益剂,可以充分达到切割薄板和厚板甚至钢包的切割要求,切割效果好,切割速度比气快得多。这就是为什么许多乙炔切割气体用户和丙烷切割气体用户初应用了节能工业气体的原因地址。达到这些要求后,有没有担心切割钢板火焰的成本不会下降。不仅如此,在降低成本的基础上,还可以结束环保,节能减排的有效性。火焰切割厚板火焰切割,采用设备喷涂高温火焰,然后根据要求切割钢板,这种方法比较简单,操作成本相对较低,因此是目前主流的切割加工方法之一。
然而,这种方法有一定的局限性,因为在使用火焰切割的过程中,板的其他区域可能受到高温和结构或性能变化的影响。无法满足一些较苛刻的切割工作。
哪种切割方法适合厚板切割?
从角度来看,火焰切割设备的成本不是很高,在切割厚板时,其经济性能良好,但用于切割薄板时,并未显示出其在使用中的优势由于这种切割方法,热影响区相对较大,热变形较大。因此,在钢板切割过程中,如果加工材料是厚金属板,则适合使用火焰切割。只有一种方法可以切割不锈钢板吗。不锈钢板的切割在钢板切割过程的范围内,这也是常见且经常进行的工作。但是,切割方法的选择和确定取决于不锈钢板的面积,厚度和切割要求。如果不锈钢板的厚度大于50mm,则使用火焰切割,并且薄的不锈钢板是等离子切割。另外,如果切割要求相对较高,则可以使用激光切割。?如果钢板切割过程采用激光切割,那么钢板厚度的上限是多少。钢板加工人员,其职业名称称为铆接或粉碎金属制品。切割钢板,首先切割并衬里,然后切割。在钢板切割工艺中,当使用激光切割方法时,钢板厚度的上限为50mm。
我们公司坚持:以诚信赢得客户,以品质满足客户。欢迎各界朋友莅临、参观和业务洽谈!


江阴市昭瑞钢板有限公司是专业从事钢板数控切割、钢板零割、特厚钢板数控下料及加工、配送等一站式服务。公司位于江苏省江阴市,地理位置优越、交捷。 公司是国内大型厚钢板加工企业,现货库存原材料来源于兴澄特钢、沙钢、南钢、新钢、舞钢等优特钢资源**。专业为国内重工装备企业做特厚钢板配套下料加工业务。 我公司下料范围:减速机轴承座,齿轮箱体轴承座,锻压设备,液压设备,船舶设备、轧钢机牌坊,重型机械底座、大型船舶配重块、机床侧板、工作平台、重型预埋件、大型轴承座、法兰盘、重型机械底座等特大切割件下料。专业切割厚度10~600mm,切割材质:Q235B、Q345B/C/D/E、35#、45#、Q690、Q460,Q345R、40CR、42crmo等特殊材质。 我公司承诺广大客户:做好产品、好质量、好售后。坚定“诚信赢得客户、服务创造**”的服务理念。
欢迎来到江阴昭瑞钢板有限公司网站,我公司位于有布码头、钱码头、窑码头、丝都、米市之称的无锡市。 具体地址是江苏无锡江阴市公司街道地址,负责人是杨经理。
主要经营钢板切割加工。
我司主要供应:建材 建材加工合作 建筑图纸 等,我们的产品质量优等,种类齐全,我的销售范围广,我们的服务客户满意;如果您对我公司的产品有兴趣,请在线留言或者来电咨询。
本页链接:http://www.cg160.cn/vgy-83110361.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于江阴昭瑞钢板有限公司
商铺首页 |
更多产品 |
联系方式
江阴市昭瑞钢板有限公司是专业从事钢板数控切割、钢板零割、特厚钢板数控下料及加工、配送等一站式服务。公司位于江苏省江阴市,地理位置优越、交捷。 公司是国内大型厚钢板加工企业,现货库存原材料来源于兴澄特钢、沙钢、南钢、新钢、舞钢等优特钢资源**。专业为国内重工装备企业做特厚钢板配套下料加工业务。 我公司下..
- 我要给“山东Q345D钢板切割厂家 钢板零割 保质保量”留言
- 更多产品