- 产品描述
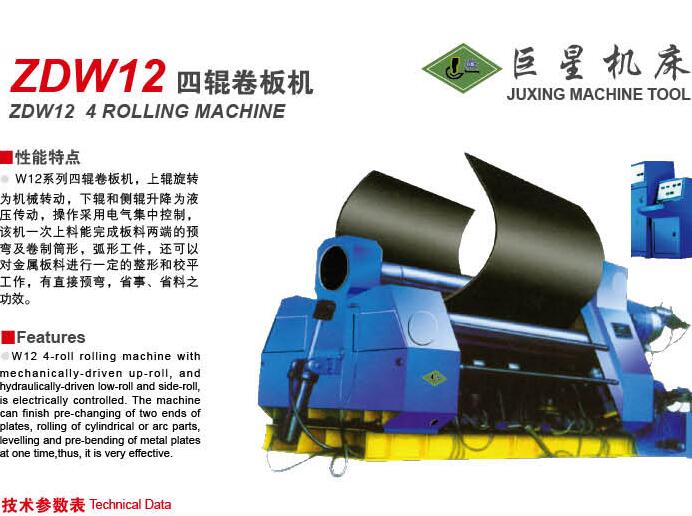
北京市锻压机床厂的卷板机的工作原理是通过液压力、机械力等外力的作用,使工作辊运动,从而使板材压弯或卷弯成形。根据不同形状的工作辊的旋转运动以及位置变化,可以加工出椭圆形件、弧形件、筒形件等零件。
卷板机产生振动时,常采纳如下步骤,来审查卷板机的动刚度是否减小了,对振动的阻尼是否减小了。率先审查主光轴轴颈与轴承孔径的配合是否适合,尤其要审查前轴承,若为骨碌轴承,要审查其预紧量够不够,是否涌现了间隙那末轴承孔与轴颈为圆锥配合,是审查锥度是否统一。若为滑行轴承,则审查间隙是否太大。其次就是审查刀架、滑板、作业台等的路轨间隙是否太大。若间隙大,就要经过调整楔铁的粗细水平或刮研滑板及路轨,改观其接触情况,增强联结刚度,同声也普及对振动的阻尼。
卷板机一些优点:
1、结构采用立风道设计,风扇可自由拆卸,散热性好;
2、强大的输入输出多功能可编程端子,调速脉冲输入,两路模拟量输出;
3、特的“挖土机”自适应控制特性,对运行期间电机转矩上限自动限制,有效抑制过流频繁跳闸;
4、宽电压输入,输出电压自动稳压(AVR),瞬间掉电不停机,适应能力较强;
5、硬件电路模块化设计,确保电路稳定运行;
6、外观设计结合欧洲汽车设计理念,线条流畅,外形美观;
7、内置的PID算法,响应快、适应性强、调试简单;16段速控制,简易PLC实现定时、定速、定向等多功能逻辑控制,多种灵活的控制方式以满足各种不同复杂工况要求;
8、无PG矢量控制、有PG矢量控制、转矩控制、V/F控制均可选。
卷板机运转中的注意事项有:
1、必须在工件放平稳,位正后才能开车运转操作,并应明 确信号,一人指挥;
2、手不得放在被卷压的钢板上,并不准用样板进行检查, 停机后方准用样板检查圆度;
3、卷压不够整圆的工件时,滚卷到钢板末端时,要预留一 定余量,以防工件掉下伤人;
4、作业时,工件上严禁站人,也不得在已滚好的圆筒上找 正圆度;
5、滚卷较厚、直径较大的筒体或材料强度较大的工件时, 应少量下降动轧辊并经多次滚卷成型;
6、滚卷较窄的筒体时,应放在轧辊中间滚卷;
7、工件进入轧辊后,应防止手及衣服被卷入轧辊内。
卷板板机运转中的注意事项有:
1、必须在工件放平稳,位正后才能开车运转操作,并应明 确信号,一人指挥;
2、手不得放在被卷压的钢板上,并不准用样板进行检查, 停机后方准用样板检查圆度;
3、卷压不够整圆的工件时,滚卷到钢板末端时,要预留一 定余量,以防工件掉下伤人。
北京市**锻压机床厂拥有各种优良的生产、加工、检测设备,并坚持“质量**,诚信经营”的理念,不断进行技术创新,力求用较好的产品服务于广大客户。热忱欢迎新老客户的光临。

北京市锻压机床厂成立于1998年,为北京地区较早的一家民营锻压机床生产制造企业。通过20年生产销售经验,我厂建立了完善的市场服务体系,各项制度成熟,可靠完备的服务**广大客户的利益,受到客户一致**,在北京及周边地区拥有庞大用户群。 我厂运用现代化企业管理方法,主要生产“”牌钣金机床锻压设备,主要产品有:WC67Y系列液压板料折弯机;WC67K系列液压板料数控折弯机;WE67K系列电液伺服数控折弯机;QC12Y系列液压摆式剪板机,QC12K系列摆式数控剪板机;QC11Y、QC11K系列闸式普通(数控)剪板机;Q11系列机械剪板机;J23系列开式可倾压力机;J21系列开式固定台压力机;J21S系列开式固定台深喉压力机;Y32系列四柱液压机;W11系列对称式三辊卷板机;W11S系列液压上辊式卷板机;咬口机、折边机、通风设备等产品。北京市锻压机床厂全体员工以的技术和现代的管理化手段为追求产品的不懈努力,使本厂产品始终走在行业的**。
欢迎来到北京市巨星锻压机床厂网站,我公司位于拥有6项*遗产,拥有文化遗产项目数较多的城市,一座有着三千余年建城历史、八百六十余年建都史的历史文化名城,拥有众多历史名胜古迹和人文景观的中国“八大古都”之一 —北京。 具体地址是北京通州公司街道地址,负责人是陶经理。
主要经营折弯机。
本公司以高品质的工艺生产,有质量保证的前提下,赢得广大用户的信赖与支持。主营机床 锻压机床 数控折弯机 ,所有产品皆能享受质量保证,价格优惠,发货及时,规格齐全,非标定做。公司产品面向全国批发销售,货到验收付款,诚信有保证!
本页链接:http://www.cg160.cn/vgy-82056335.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于北京市巨星锻压机床厂
商铺首页 |
更多产品 |
联系方式
北京市锻压机床厂成立于1998年,为北京地区较早的一家民营锻压机床生产制造企业。通过20年生产销售经验,我厂建立了完善的市场服务体系,各项制度成熟,可靠完备的服务**广大客户的利益,受到客户一致**,在北京及周边地区拥有庞大用户群。 我厂运用现代化企业管理方法,主要生产“”牌钣金机床锻压设备..
- 我要给“不锈钢卷板机 南通卷板机”留言
- 更多产品