- 产品描述
武汉可为承接全国激光焊接加工 焊接材料:合金钢、不锈钢、生铁、铝合金、铍铜、黄铜、钛合金、镍合金等激光焊接加工 焊接要求:焊接位置和焊接外观,以及焊接强度 焊接工艺:连续自动激光焊接加工 焊接设备:多台四维自动激光焊接机,手持激光焊接设备 打样报价:2个样板之内,免费打样报价格 交期服务:专人跟单,根据订单数量3-5天交货 焊接品质:激光是细微局部融化焊接,焊点小、深宽比大,焊道漂亮,满足了焊接产品外观和强度 武汉可为加工优势:多台*激光焊接机,满足焊接产品品质和产能交期的要求
激光焊接的工艺方法
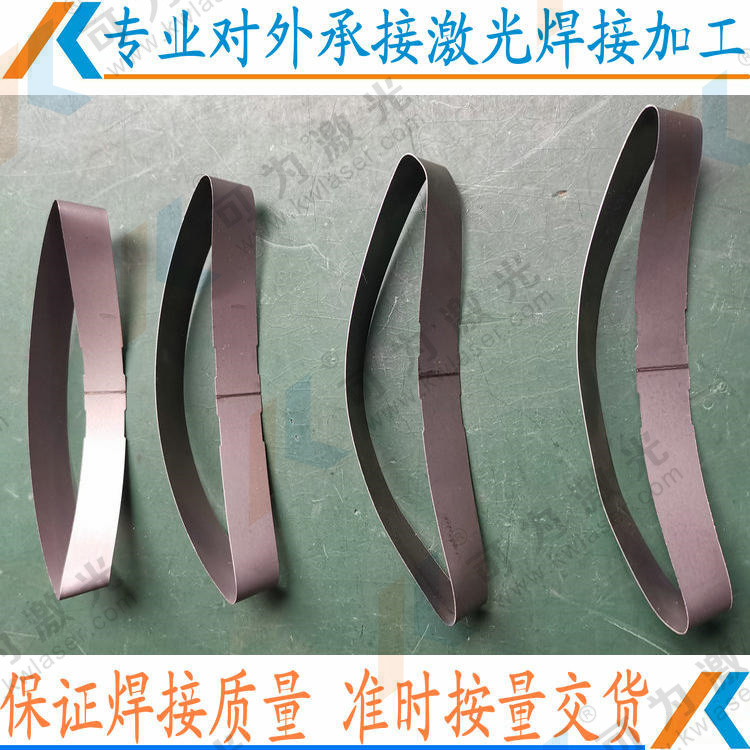
1、片与片间的焊接。一般采用手动焊接和自动化焊接,其包括对焊、端焊、中心穿透熔化焊、中心穿孔熔化焊等四种工艺方法。
2、丝与丝的焊接。一般采用手动焊接和半自动焊接,其包括丝与丝对焊、交叉焊、平行搭接焊、T型焊等四种工艺方法。
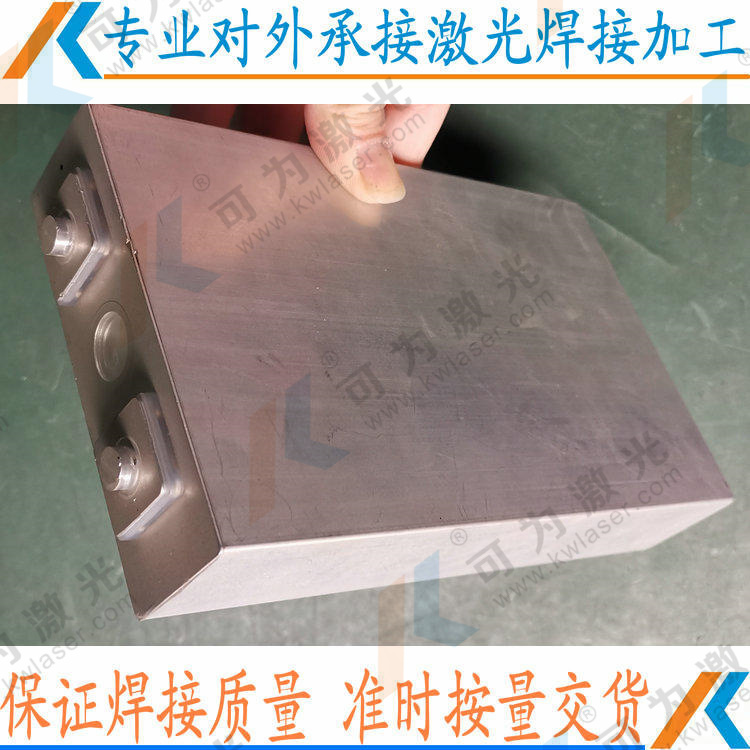
3、金属丝与块状元件的焊接。采用激光焊接可以成功地实现金属丝与块状元件的连接,块状元件的尺寸可以任意。在焊接中应注意丝状元件的几何尺寸。
4、不同金属的焊接。焊接不同类型的金属要解决可焊性与可焊参数范围,不同材料之间的激光焊接只有某些特定的材料组合才有可能。
5、块状物件补焊。采用激光将激光焊丝熔化沉积到基材上,一般适合模具等产品的修补。
采用的激光焊接设备,对外承接激光焊接加工:武汉点烟器/小法兰激光焊接;仪器仪表激光精密焊接,不锈钢激光精密焊接,传感器激光密封焊接服务,精密五金件无缝焊接等各种适用激光焊接的产品与行业领域。 本公司运用激光焊接这一**工艺,为您的薄壁产品,精密产品提供激光点焊、激光焊接加工服务。激光焊接适用于水壶、真空杯、不锈钢碗、传感器、钨丝、大功率二管(三管)、铝合金、笔记本电脑外壳、手机电池、门把手、模具、电器配件、滤清器、油嘴、不锈钢制品、高尔夫球头、锌合金工艺品等焊接。可焊接图形有:点、直线、圆、方形或由AUTOCAD软件绘制的任意平面图形。激光焊接被广泛应用于机械电子、仪器仪表、航空航天、有冶金、汽车、船舶等领域。
铝合金激光焊接问题一:铝合金对激光吸收率低,这个问题主要是由于铝合金材料的问题,由于铝合金对激光束的高初始反射率及其本身的高导热性,使铝合金在未熔化前对激光的吸收率很低。对于这个问题,解决方法主要有以下几个方面:
1、对铝合金材料进行表面预处理工艺。例如生产中常用的砂纸打磨、表面化学浸蚀、表面镀等预处理措施。增加材料对激光的吸收率。
2、 让光斑尺寸减小,使激光功率密度增加。
3、 改变焊接结构,使激光束在间隙中形成多次反射,便于铝合金进行激光焊接加工。
激光焊接的工作原理 激光焊接是将具有优异的方向性、高亮度、高强度、高单色性、高相干性等特点的激光束辐射至加工工件表面区域内,激光束经过光学系统聚焦后,其激光焦点的功率密度为104-107W/cm2,通过激光与被焊物的相互作用,在短的时间内使被焊处形成一个能高度集中的热源区,热能使被焊物区域熔化后冷却结晶形成牢固的焊点和焊缝。根据所用激光器及其工作方式的不同,常用的激光焊接方式有两种,一种是脉冲激光焊,主要用于单点固定连续和簿件材料的焊接,焊接时形成一个个圆形焊点;另一种为连续激光焊,主要用于大厚件的焊接和切割,焊接过程中形成一条连续焊缝。就一般而论,焊接材料的选择、激光焊接机的选择,加工工作台的选择,是影响激光焊接效果的主要因素。而对于焊接过程中熔化现象能否产生和产生的强弱程度则主要取决于激光作用材料表面的时间、功率密度和峰值功率,控制好上述各参数就可利用激光进行各种不同的焊接加工。激光焊接中,光束焦点位置是关键的控制工艺参数之一,在一定激光功率和焊接速度下,只有焦点处于好位置范围内才能获得大熔深和好的焊缝形状。
功率密度小于104~105 W/cm2为热传导焊,此时熔深浅、焊接速度慢;功率密度大于105~107 W/cm2时,金属表面受热作用下凹成“孔穴”,形成深熔焊,具有焊接速度快、深宽比大的特点。


武汉可为光电自动化科技股份有限公司是武汉市东湖**开发区认定的,专注于激光及自动化智能装备的研发、生产、制造及服务。包括光纤激光连续焊接装备、光纤连续手持激光焊接机、光纤传输激光点焊装备、YAG脉冲式激光焊接装备、传感器焊接焊接机、变速箱齿轮焊接机、三维机械臂激光焊接装备、光纤切割机、高中低功率激光清洗装备、汽车发动机缸盖罩打标机、汽车大架打标机、光纤打标机、紫外激光打标机等。
欢迎来到武汉可为光电自动化科技股份有限公司网站,我公司位于江河纵横、湖港交织,交通发达,文化发达的武汉市。 具体地址是湖北武汉东西湖区公司街道地址,负责人是帖先生。
主要经营自动化激光焊接机。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造**的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-82011358.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 产品推荐
- 上海注塑机-机器人上下料厂家 欢迎咨询 上海宇创自动化供应 恒温防爆加湿机厂家 欢迎来电 深圳志尔电器供应 山东电渗析阳膜排名 上海三及新材料科技供应 安徽家用交换器厂商 客户至上 温州绿美科技供应 广东激光剑栅除渣机哪家好 欢迎咨询 东莞市励森机械科技供应 福建百级净化工程检测 欢迎来电 温州开泰净化科技供应 恩施智能缠绕包装线设备 广东思奥智能科技供应 奉贤区哪些数控机床哪里有 诚信互利 玉兆供 福州质量视觉检测设备维修 服务为先 浙江脉思科技供应 山东电加热回转窑厂家 江苏新江南炉业科技供应 湖北全自动贴袋机厂家直销 东莞乾清自动化缝纫设备供应 广东制碱双较膜哪家强 上海三及新材料科技供应
武汉可为光电自动化科技股份有限公司是武汉市东湖**开发区认定的,专注于激光及自动化智能装备的研发、生产、制造及服务。包括光纤激光连续焊接装备、光纤连续手持激光焊接机、光纤传输激光点焊装备、YAG脉冲式激光焊接装备、传感器焊接焊接机、变速箱齿轮焊接机、三维机械臂激光焊接装备、光纤切割机、高中低功率激光清洗..
- 我要给“不锈钢配件激光焊接加工 非作坊式铺面式小加工”留言
- 更多产品