- 产品描述
焊管在制作的技术上有哪些不同
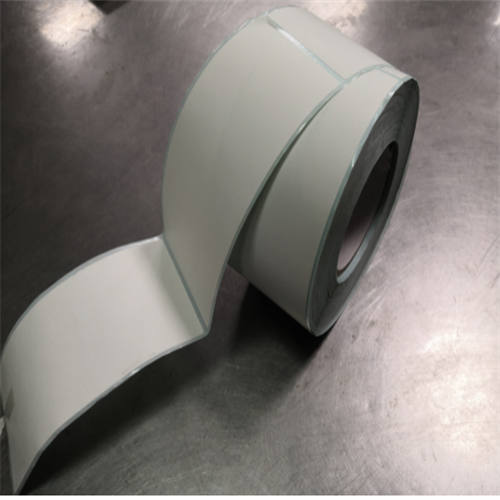
在建筑行业以及一些工业生产行业螺旋焊管的应用比较常见,焊管分很多种,薄壁直缝焊管生产厂家,今天我们就来看看焊管在制作的技术上有哪些不同,天津薄壁直缝焊管现货,天津直缝焊管厂家为大家比较一下螺旋焊管和直缝焊管在技术特性上的一些区别。
强度上的特点
螺旋焊管焊缝的旋转角在50-75度之间,所以焊缝合成处的应力是直缝焊管的60-85%。所以说,如果二者在相同的工作压力下的话,直径相同的两种焊管,螺旋焊管的管壁是可以减小一些的。所以如果说螺旋焊管发生的话,它的口不会出现在焊缝这个地方,它的安全性是要高于直缝焊管的。
焊接工艺比较
在焊接工艺上,二者的焊接基本是接近一致的。但是直缝焊管的话在焊接中是可能出现丁字的焊缝的,这是它的一大焊接的缺陷,薄壁直缝焊管,丁字焊缝也是的直缝焊管更有可能产生裂纹。在这点上由于焊接方向的不同,螺旋焊管就很好的避免了这一情况的出现。
现场可焊性
钢管的材质和端口配合尺寸公差决定了现场可焊性。螺旋焊管在生产中是在同一种工作状况下的稳定并且连续的流程中完成的,但是直缝焊管不同,它的生产时分段进行的。这也是二者的一个很大的区分。螺旋焊管的焊缝分布式均匀的而且焊管的管型也是很规整的,所以它相随与直缝焊管来说很好的保证了现场可焊性的焊接组对精度。
法焊管设备下山成型可明显的减少边缘延伸1, 下山成型法
焊管设备下山成型可明显的减少边缘延伸.
2, 加大管坯中部延伸
成型操作时,加大开口孔型的压下量,使上下辊之间的辊缝略小于管坯厚度,既管坯中部受到微量压延,使中部产生稍大的延伸,以减少边缘的相对延伸量.中部延伸若大于边缘延伸,则出口处出现向上弯曲,若小于边缘延伸,则向下弯曲,调整操作时应以平直为好.
中部延伸增加了成型机的变形工,使电力消耗增加,轧辊磨损严重,设备容易损坏,薄壁直缝焊管厂家,当管坯与轧辊表面有相对滑动时,容易产生辊印和划伤.
在热应力的作用下,由于表层开始温度低于心部,收缩也大于心部而使心部受拉,当冷却结束时,由于心部冷却体积收缩不能自由进行而使表层受压心部受拉。即在热应力的作用下终使工件表层受压而心部受拉。这种现象受到冷却速度,材料成分和热处理工艺等因素的影响。 当冷却速度愈快,含碳量和合金成分愈高,冷却过程中在热应力作用下产生的不均匀塑性变形愈大,形成的残余应力就愈大。另一方面钢在热处理过程中由于组织的变化即奥氏体向马氏体转变时,因比容的增大会伴随工件体积的膨胀,工件各部位先后相变,造成体积长大不一致而产生组织应力。组织应力变化的终结果是表层受拉应力,心部受压应力,恰好与热应力相反。组织应力的大小与工件在马氏体相变区的冷却速度,形状,材料的化学成分等因素有关。
薄壁直缝焊管生产厂家-天津鹤源-薄壁直缝焊管由天津市鹤源科技有限公司提供。薄壁直缝焊管生产厂家-天津鹤源-薄壁直缝焊管是天津市鹤源科技有限公司今年新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:王先生。









天津鹤源科技有限公司是大型直缝焊管生产企业之一,座落于钢管生产基地-天津蔡公庄工业园区,常年生产销售直缝焊管、大口径直缝焊管、厚壁直缝焊管、高频直缝焊管、q235b直缝焊管、小口径直缝焊管,焊管壁厚为0.8mm——4.0mm。地理位置得天*厚,交通运输较为方便。企业精神:“团结拼搏、艰苦奋斗、敬业奉献、务实求新”公司在广泛的领域里寻求真诚的合作,提高企业的综合实力。保证时间、保证数量。服务宗旨:实力、好的产品、低廉的价格、好的服务。郑重承诺:保证以好产品、质量、价格、完善的服务来答谢新老顾客的信赖。
欢迎来到天津市鹤源科技有限公司网站,我公司位于地处于华北平原海河五大支流汇流处,东临渤海,北依燕山,有600多年历史,具有中西合璧、古今兼容的独特城市风貌的天津市。 具体地址是天津静海蔡公庄公司街道地址,负责人是王先生。
主要经营天津市鹤源科技有限公司为您提供薄壁焊管,充分满足您的需求。找关于薄壁焊管的内容找天津市鹤源科技有限公司。
单位注册资金:人民币 100 万元 - 200 万元。
我司主要供应:薄壁焊管等,我们的产品质量优等,种类齐全,我的销售范围广,我们的服务客户满意;如果您对我公司的产品有兴趣,请在线留言或者来电咨询。
本页链接:http://www.cg160.cn/vgy-81695388.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 我要给“薄壁直缝焊管生产厂家-天津鹤源-薄壁直缝焊管”留言
- 更多产品