- 产品描述
螺旋管的埋弧焊接技术
焊丝与工件触摸,按下发动按动钮后,焊丝与工件通电的瞬间,小口径螺旋管报价,焊丝回抽,电弧点燃,焊接小车向前进,焊丝接连下向运送,保持电弧在焊剂层下焚烧,在电弧下方构成焊接熔池。在电弧周围,焊剂熔化构成一个空泛,小口径螺旋管厂,.这个空泛和熔池不断前进,而熔池后方的金属凝结,福州小口径螺旋管,构成接连的焊缝。
这个进程由所以在焊剂下进行的,因而,咱们用肉眼是看不到的。借助于X射线拍摄能够看到。由于螺旋钢管选用埋弧主动焊的焊接技能,除了此种的出产效率gao;出产辅佐时刻少,节约了换焊条的时刻;焊接条件洁净无飞溅,节约了整理的时刻;焊缝质量高。
螺旋焊管设备操作与使用
1.后桥:管径变化调整输出托架,输出托辊和落料装置下的支座。
2 试车:
一.试车前的准备:试车前应对每台机电液设备进行周密详细的检查。确实具有下列条件时才能试车运转。
二. 试车区域同所有杂物及其他影响试车的障碍物必须彻di清理干净。
三.设备的零部件安装齐全,所有的地脚螺栓及联结螺栓都拧紧,牢固可靠,各种安全防护装置安装完毕。
四.对减速箱、联轴节等传动系统按说明书要求注油。
五.减速机箱内装入合乎要求的油量、油类。
六.液压密封件达到密封要求,小口径螺旋管规格,是否有泄漏现象。
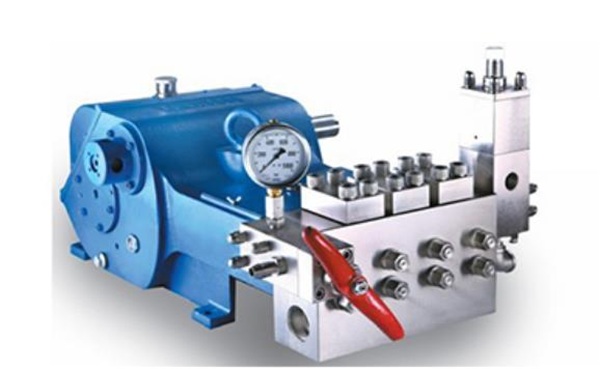
螺旋钢管焊接方法为埋弧焊;成型工艺,前摆式断续出产;机组速度,0.5--3m/min;焊接速度,0.5--3m/min.机组由开卷机、纠正机、对中设备、液压剪、铣焊机、圆盘剪、铣边机、板面打扫设备、递送机、板边预弯设备、成型机、内焊、外焊、飞边、拨出、倒渣、补焊、平头倒棱、水压查验、制品查验、除油搜集组成。
螺旋钢管的埋弧焊接全进程如下螺旋钢管-埋弧焊的原理:埋弧焊是使用电弧热能进行焊接的,与手艺焊条电弧焊不同的是:埋弧焊的焊丝是暴露的,上面没有涂料,埋弧焊确实焊剂是预先铺在待焊处的,埋弧焊焊丝伸入焊剂中,电弧是在焊剂下焚烧的。
小口径螺旋管规格-福州小口径螺旋管-福建闽恒螺旋管厂家由福建闽恒金属材料有限公司提供。行路致远,砥砺前行。福建闽恒金属材料有限公司致力成为与您共赢、共生、共同前行的战略伙伴,较矢志成为钢管具有竞争力的企业,与您一起飞跃,共同成功!








福建闽恒金属材料有限公司主营螺旋钢管、保温钢管、防腐钢管、石油套管、无缝钢管、直缝钢管、大口径卷管、环氧涂塑钢管、法兰弯头管件,公司为各行各业提供品质钢材供应服务,公司秉承“专注钢材,用心服务”的经营理念, 我们更多的考虑钢材供应细节,做好钢材供应的每个环节。
欢迎来到福建闽恒金属材料有限公司网站,我公司位于经济发达、文化气息浓厚、水运发达、综合实力强的福州市。 具体地址是福建福州公司街道地址,负责人是黄先生。
主要经营福建闽恒金属材料有限公司为您提供螺旋钢管,工字钢,H型钢,,充分满足您的需求。找关于螺旋钢管,工字钢,H型钢,的内容找福建闽恒金属材料有限公司。
单位注册资金:人民币 100 万元 - 200 万元。
我们公司主要供应H型钢,工字钢,螺旋钢管等,公司郑重承诺:以较好的质量,较低的价格,较完善的后服,来答谢新老客户,所以选择我们,就等于选择财富!
本页链接:http://www.cg160.cn/vgy-80539112.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 产品推荐
- 宜宾304不锈钢角钢 30*30*3不锈钢角钢 送货上门 毕节304不锈钢角钢 Q235B不锈钢角钢 按需定制 塑复合材料 昆明钢塑衬塑管经销商 种类丰富 加工定制 云南镀锌管批发总代理 点击了解 内江304不锈钢角钢 Q235B不锈钢角钢 详情解读 怒江内外涂塑复合管批发销售 给水涂塑钢管 库存充足 昆明环氧涂塑钢管批发销售 消防涂塑钢管 可零售批发 C93200高铅锡青铜联系电话 光亮整齐 抗高温氧化性好 佛山铝合金报价 耐腐蚀 耐候性好 结构造型随意 ALSi9CU3西南铝现货 *防潮 使用寿命长 7075T6铝方管现货现发 耐腐蚀 耐候性好 抗紫外线强 东莞QAl9-2高强度铝青铜厂家 光亮整齐 抗高温氧化性好
- 我要给“小口径螺旋管规格-福州小口径螺旋管-福建闽恒螺旋管厂家”留言
- 更多产品