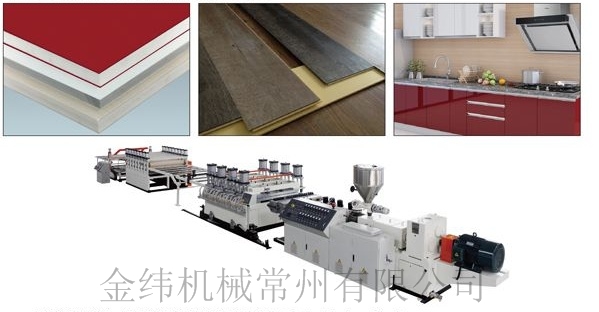
- 产品描述
塑料挤出机中的螺杆不是淬火的,是氮化的。要是淬火的话在高温下会回火的。热处理有很多方法,这还要看螺杆材质的不同来区分。一般38GrMoAlA氮化就可以,但象特殊的不锈钢螺杆,SKD61的螺杆。HPT系列的全硬螺杆等一般都要先淬火,而且是用盐液炉。但因为这样的热处理硬度过高,所以一般都要再进行回火。根据要求不同进行氮化处理,也可以不用氮化。?
一:如果用于生产一般性的2次料或新料,可以用氮化料筒/螺杆组.也可以用氮化料筒配合金螺杆这样更好(因为同等材质下螺杆要早于料筒先磨损)
二:生产填充型的料,如加玻纤/碳酸钙等那就要使用合金料筒/螺杆组,这样会高点? 氮化就是通过炉子加温把氨气参进机筒螺杆的表面,使之产生一层硬的表面。一般能渗透0.5-0.7的深度。时间大概需要96个小时。

同样螺杆直径的挤出机,高速的挤出机比常规的挤出机所消耗的能量多,电机功率加大一倍,减速机的机座号相应加大是必须的。但高的螺杆速度,意味着低的减速比。同样大小的减速机,JWSSG管材撕碎机组,低减速比的与大减速比的相比,齿轮模数增大,减速机承受负荷的能力也增大。因此减速机的体积重量的增大,不是与电机功率的增大成线性比例的。如果用挤出量做分母,除以减速机重量,高速的挤出机得数小,普通挤出机得数大。塑料挤出机出机的功能是采用加热、加压和剪切等方式,将固态塑料转变成均匀一致的熔体,并将熔体送到下一个工艺。熔体的生产涉及到混合色母料等添加剂、掺混树脂以及再粉碎等过程。成品熔体在浓度和温度上必须是均匀的。加压必须足够大,以将粘性的聚合物挤出。挤出机通过一个带有一个螺杆和螺旋道的机筒完成以上所有的过程。塑料粒料通过机筒一端的料斗进入机筒,然后通过螺杆传送到机筒的另一端。为了有足够的压力,螺杆上螺纹的深度随着到料斗的距离的增加而下降。外部的加热以及在塑料和螺杆由于摩擦而产生的内热,使塑料变软和熔化。
天津JWSSG管材撕碎机组-金纬机械常州挤出设备由金纬机械常州有限公司提供。金纬机械常州有限公司拥有很好的服务与产品,不断地受到新老用户及业内人士的肯定和信任。我们公司是商盟认证会员,点击页面的商盟客服图标,可以直接与我们客服人员对话,愿我们今后的合作愉快!









金纬机械常州有限公司是上海金纬公司的又一重要发展战略中心,其坐落于江苏省溧阳市江苏中关村科技产业园内,是一家致力于塑料挤出成型设备的研发、制造的高科技厂家。厂区占地面积400余亩,公司拥有一支高素质的研发队伍和经验丰富的机械、电气调试工程师团队,以及**的机械加工基地和规范的装配车间。公司本着“用心持久、拼搏创新”的企业精神,不断探求挤出新领域的开拓。热烈欢迎国内外新老客户莅临我司参观、指导、合作,我们愿为您提供强有力的支持。公司产品已遍布全国各地,并出口到俄罗斯、印度、韩国、印尼、中东、非洲和南美洲、西班牙、意大利等100多个国家和地区,深受客户**。“品质如一”是金纬公司的质量方针,是全体员工努力的方向。“诚实待人”是我们铸就“**金纬”的**理念。
欢迎来到金纬机械常州有限公司网站,我公司位于风景名胜、历史古迹较多,有着3200多年左右历史的文化古城—常州市。 具体地址是江苏常州公司街道地址,负责人是陈经理。
主要经营金纬机械常州有限公司为您提供管材挤出生产线,型材生产线,木塑挤出生产线,造粒机,充分满足您的需求。找关于管材挤出生产线,型材生产线,木塑挤出生产线,造粒机的内容找金纬机械常州有限公司。
单位注册资金:人民币 100 万元 - 200 万元。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-77754185.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 产品推荐
- 福建自动扎带机 推荐咨询 深圳市施威德自动化科技供应 隧道烘箱 非标定制 浙江悬挂式回火隧道炉生产厂家 改装车载星空顶装饰 欢迎咨询 惠州易晖光电材料股份供应 汽车天幕星空顶教程 欢迎咨询 惠州易晖光电材料股份供应 河南捆绑扎带机售后服务 欢迎来电 深圳市施威德自动化科技供应 宿州大型天然气隧道退火炉生产厂家 优惠中-厂家直供_气动蝶阀D671X供应 泉州钢制防护罩型号 结构简单 广州涂装固化炉电话 高温炉 滚筒流水线 积放滚筒流水线 自动生产线设备 服务精湛 徐州全功能20型斜身数控车床厂商 广东米克智能科技供应 浙江质量卧式螺带混合机售后服务 欢迎来电 常州市秦西粉体设备供应
- 相关文章
- 金纬机械常州-超静音管生产设备哪里有-临汾超静音管生产设备MPP电力护套管挤出生产线厂家-金纬机械常州金纬机械常州挤出机-济宁塑钢缠绕管生产线pvc 管材挤出生产线-金纬机械常州-宣材挤出生产线木塑挤出生产设备-金纬机械常州公司-木塑二步法挤出生产设备木塑生产线厂-木塑生产线-金纬机械常州挤出设备秦皇岛木塑生产线-PP木塑二步法挤出生产线-金纬机械常州金纬机械常州有限公司-滁州竹木纤维集成墙板生产线哪家好pvc管材挤出生产线-金纬机械常州-南通管材挤出生产线PE挤出生产设备-金纬机械常州挤出机-PE挤出生产设备公司衡水PVC异型材高速生产设备-金纬机械常州湖州超静音管生产设备-PP超静音管生产设备-金纬机械常州
关于金纬机械常州有限公司
商铺首页 |
更多产品 |
联系方式
金纬机械常州有限公司是上海金纬公司的又一重要发展战略中心,其坐落于江苏省溧阳市江苏中关村科技产业园内,是一家致力于塑料挤出成型设备的研发、制造的高科技厂家。厂区占地面积400余亩,公司拥有一支高素质的研发队伍和经验丰富的机械、电气调试工程师团队,以及**的机械加工基地和规范的装配车间。公司本着“用心持久..
- 我要给“天津JWSSG管材撕碎机组-金纬机械常州挤出设备”留言
- 更多产品