- 产品描述
武汉可为激光公司立志发展之路,不断提高工艺品质,以的性价比回馈广大客户。在国内大规模地推广和普及激光产品的使用,激光设备广泛应用于模具、电子电路、IC集成电路、仪器仪表、金银饰、精密器械、手机通讯、汽车配件、服饰、工艺品等行业。 可为公司建有完善售后服务体系,精良的技术人员,对服务始终追求迅速反应,快速处理,并全面检测潜在可能。对所售产品,维护,**联保,并提供免费的软件升级服务。
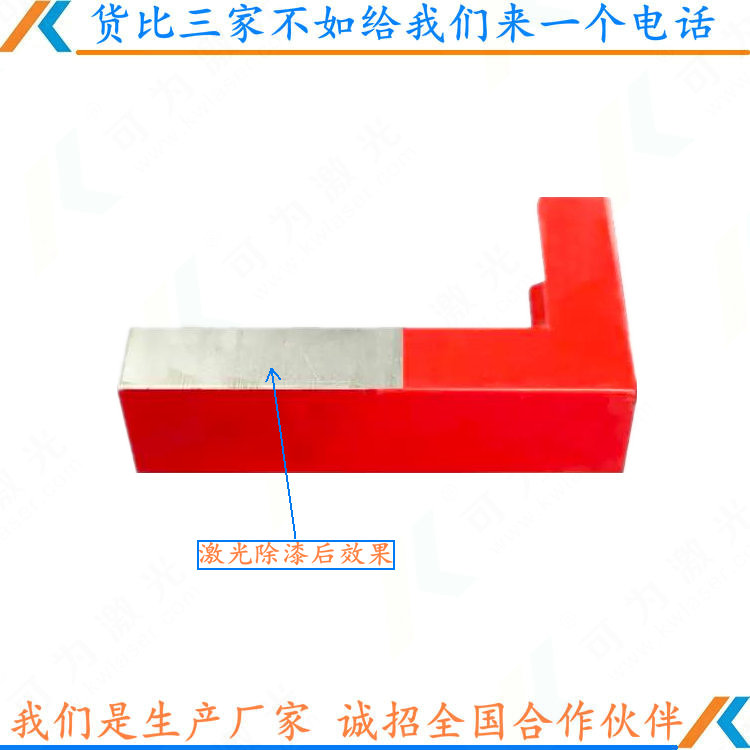
激光焊接机的自动化程度高焊接工艺流程简单。非接触式的操作方法能够达到洁净、环保的要求。采用激光焊接机加工工件能够提高工作效率,成品工件外观美观、焊缝小、焊接深度大、焊接质量高。激光焊接机广泛应用于牙科义齿的加工,键盘焊接,矽钢片焊接,传感器焊接,电池密封盖的焊接等等方面。但激光焊接机的成本较高,对工件装配的精度要求也较高,在这些方面仍有局限性。 在20世界70年代以前,由于高功率连续波形(CW)激光器尚未开发出来,所以研究重点集中在脉冲激光焊接(PW)上。早期的激光焊接研究实验大多数是利用红宝石脉冲激光器,1ms脉冲典型的峰值输出功率Pm为5KW左右,脉冲能量为1~5J,脉冲频率就小于等于1赫兹。当时虽然能够活的较高的脉冲能量,但这些激光器的平均输出功率P却相当低,这主要是由激光器很低的工作效率和发光物质的受激性状决定。激光器由于具有较高的平均功率,在它出现之后很快就成为点焊和缝焊的优选设备,其焊接过程是通过焊点搭接而进行的,直到1KW以上的连续功率波形激光器诞生以后具有真正意义的激光缝焊才得以实现。
提高焊接电源的可靠性、质量稳定性和控制,以及优良的动感性,也是我们着重研究的课题。开发研制具有调节电弧运动、送丝和焊姿态,能探测焊缝坡开头、温度场、熔池状态、熔透情况,适时提供焊接规范参数的高性能焊机,并应积开发焊接过程的计算机模拟技术。使焊接技术由“技艺”向“科学”演变辊实现焊接自动化的一个重要方面。本世纪头十年,将是焊接行业飞速发展的有利时期。我们广大焊接工作者任重而道远,务必树立知难而上的决心。抓住机遇,为我国焊接自动化水平的提高而努力奋斗。
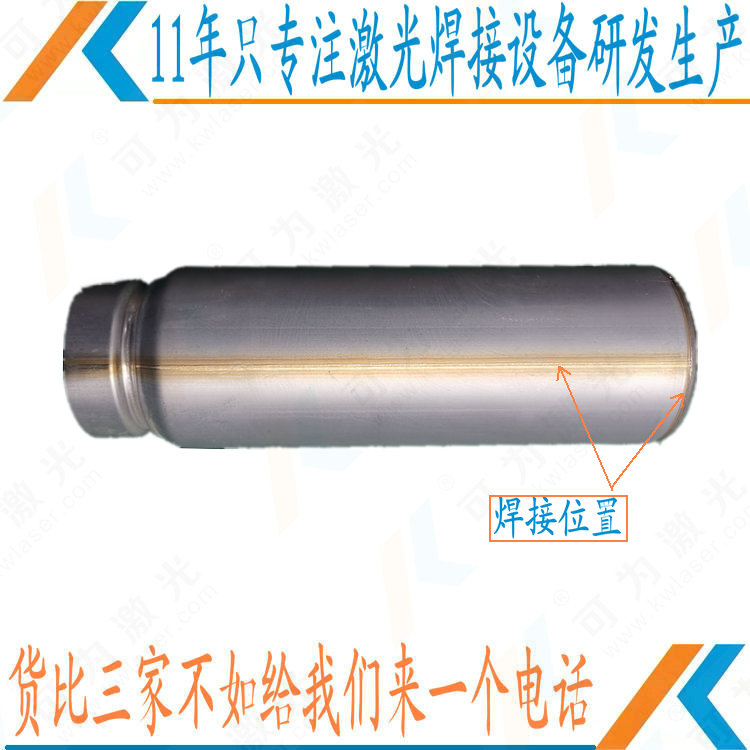
激光焊接是利用高能量的激光脉冲对材料进行微小区域内的局部加热,激光辐射的能量通过热传导向材料的内部扩散,将材料熔化后形成特定熔池。它是一种新型的焊接方式,主要针对薄壁材料、精密零件的焊接,可实现点焊、对接焊、叠焊、密封焊等,深宽比高,焊缝宽度小,热影响区小、变形小,焊接速度快,焊缝平整、美观,焊后*处理或只需简单处理,焊缝质量高,无气孔,可控制,聚焦光点小,定位精度高,易实现自动化。 激光焊接在电子工业中,特别是微电子工业中得到了广泛的应用。由于激光焊接热影响区小、加热集中迅速、热应力低,因而正在集成电路和半导体器件壳体的封装中,显示出特的优越性,在真空器件研制中,激光焊接也得到了应用,如钼聚焦与不锈钢支持环、快热阴灯丝组件等。传感器或温控器中的弹性薄壁波纹片其厚度在0.05-0.1mm,采用传统焊接方法难以解决,TIG焊容易焊穿,等离子稳定性差,影响因素多而采用激光焊接效果很好,得到广泛的应用。
激光焊接是利用高能量的激光脉冲对材料进行微小区域内的局部加热,激光辐射的能量通过热传导向材料的内部扩散,将材料熔化后形成特定熔池。它是一种新型的焊接方式,主要针对薄壁材料、精密零件的焊接,可实现点焊、对接焊、叠焊、密封焊等,深宽比高,焊缝宽度小,热影响区小、变形小,焊接速度快,焊缝平整、美观,焊后*处理或只需简单处理,焊缝质量高,无气孔,可控制,聚焦光点小,定位精度高,易实现自动化。 激光焦点处光斑中心的功率密度过高,容易蒸发成孔。离开激光焦点的各平面上,功率密度分布相对均匀。离焦方式有两种:正离焦与负离焦。焦平面位于工件上方为正离焦,反之为负离焦。按几何光学理论,当正负离焦平面与焊接平面距离相等时,所对应平面上功率密度近似相同,但实际上所获得的熔池形状不同。负离焦时,可获得较大的熔深,这与熔池的形成过程有关。
保证在接到用户故障电话后,江浙沪皖4 小时内赶赴现场,其它地区48小时内赶赴现场,并在24 小时内解决问题。 公司维护中心有 24 小时的电话服务,由专职的受理用户来话,保证用户在使用设备的过程中,及时得到技术上的支援。 免费为用户调试、开通 负责现场设备的安装、调试、开通、检测。设备在调试成功后,供方应书面给用户提供测试结果,在征得用户同意后供方技术人员方可撤离现 场。


武汉可为光电自动化科技股份有限公司是武汉市东湖**开发区认定的,专注于激光及自动化智能装备的研发、生产、制造及服务。包括光纤激光连续焊接装备、光纤连续手持激光焊接机、光纤传输激光点焊装备、YAG脉冲式激光焊接装备、传感器焊接焊接机、变速箱齿轮焊接机、三维机械臂激光焊接装备、光纤切割机、高中低功率激光清洗装备、汽车发动机缸盖罩打标机、汽车大架打标机、光纤打标机、紫外激光打标机等。
欢迎来到武汉可为光电自动化科技股份有限公司网站,我公司位于江河纵横、湖港交织,交通发达,文化发达的武汉市。 具体地址是湖北武汉东西湖区公司街道地址,负责人是帖先生。
主要经营自动化激光焊接机。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造**的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-77588372.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 产品推荐
- 浙江动物无害化处理咨询 浙江纵海自动化设备供应 上海防爆层流罩特点 科泰维实验室设备供应 湖州爱博腾铝合金模组吸干机订购 推荐咨询 湖州爱博腾气体科技供应 山东单层不锈钢疏孔板货架批发 广东智上皇金属制品供应 重庆服装火机袋贴袋机设备厂家 东莞乾清自动化缝纫设备供应 座椅静强度试验台 座椅 汽车座椅强度 长沙食品多列包装机 南京龙平食品包装供应 镇江小型速冻冷库设计公司 诚信服务 南京雪域机电制冷设备工程供应 上海台式滴胶机销售 欢迎来电 上海亚哲电子科技供应 中山高精度20型斜身数控车床制造商 广东米克智能科技供应 新都区数控线切割机床维修改造 诚信经营 成都正川精机机电设备供应 广东工业净化空调厂家直供 佛山市恒辰机电制冷设备供应
武汉可为光电自动化科技股份有限公司是武汉市东湖**开发区认定的,专注于激光及自动化智能装备的研发、生产、制造及服务。包括光纤激光连续焊接装备、光纤连续手持激光焊接机、光纤传输激光点焊装备、YAG脉冲式激光焊接装备、传感器焊接焊接机、变速箱齿轮焊接机、三维机械臂激光焊接装备、光纤切割机、高中低功率激光清洗..
- 我要给“不锈钢浮球圆周焊激光焊接机" 施行非接触远距离焊接”留言
- 更多产品