- 产品描述
江阴市昭瑞钢板有限公司切割厚度10~600mm,切割材质:Q235B、Q345B/C/D/E、35#、45#、Q690、Q460,Q345R、40CR、42crmo等材质。
别厚钢板的火焰切割方法与普通低碳和低合金钢的切割一样简单,但在切割厚钢板厚板时,需要注意!!! 随着钢板厚度和硬度的增加,切割边部出现裂纹倾向加大。为防止钢板切割裂纹的产生,切割时应遵循以下建议:
预热切割:预防钢板切割裂纹有效的方法,就是在切割前进行预热。在进行火焰切割前,钢板通常都要预热,其预热温度高低主要取决于钢板质量等级和板厚,预热方法可采用火焰烧、电子加热垫进行的,也可以使用加热炉加热。为确定钢板预热效果,应在加热点被面测试所需温度。 注意:预热特别注意,要使正个钢板界面均匀受热,以免接触热源的区域出现局部过热现象。如果无法进行整版预热,则可以使用局部预热法代替。
割后缓冷要求:无论对切割不见是否预热,钢板切割后的缓冷都会有效降低切割裂纹的风险。如果切割后将其带有温热的不见进行堆放,使用隔热毯将其覆盖,也可以实现缓冷,缓冷要求冷却到室温。 切割后加热要求:对于厚钢板板的切割,切割后立即采取加热(低温回火),也是预防切割裂纹的有效方法和措施。钢板切厚通过低温回火处理,可以有效消除切割参与应力(低温回火工艺;保湿时间安5min/mm) 对于切割后加热的方法,也采用燃烧、电子加热毯和节哀热炉的加热方式进行切割后的加热。
根据钢板生产厂家的要求。客户钢板的生产厂家时。原因在于客户已经对所的钢厂生产的钢板质量比较放心。多次使用过已经建立起很高的信任度和认可度。鉴于对客户采购钢板资金成本上的考虑,在保证钢板质量达到客户要求的前提下,可以推荐有价格优势同等级别的一类钢厂或二类钢厂
根据自动切割及半自动切割方式的不同,调整各把割的距离,确定后拖量,并考虑割缝补偿;在切割过程中,割倾角的大小和方向主要以钢板厚度而定,割嘴倾角与割件厚度的关系及切割余量如下表所示: 割嘴倾角与割件厚度的关系 割件厚度 <10 ≥10 倾角方向 后倾 垂直 倾角度数 10°-15° 0° 钢板切割余量表 切割方式 材料厚度mm 割缝宽度留量(mm) 备注 气割下料 ≤10 1~2 10~20 2.5 20~40 3.0 40以上 4.0 在进行厚板气割时,割嘴与工件表面保持垂直,待整个断面割穿后移动割嘴,转入正常气割,气割将要到达终点时应略放慢速度,使切口下部完全割断。
火焰切割是老的热切割方式,其切割金属厚度从1毫米到1.2米,但是当您需要切割的绝大多数低碳钢钢板厚度在20毫米以下时,应采用其他切割方式。
火焰切割是利用氧化铁燃烧过程中产生的高温来切割碳钢,火焰割炬的设计为燃烧氧化铁提供了充分的氧气,以保证获得良好的切割效果。
“钢的信誉,铁的承诺”诚信、双赢是我们宗旨!

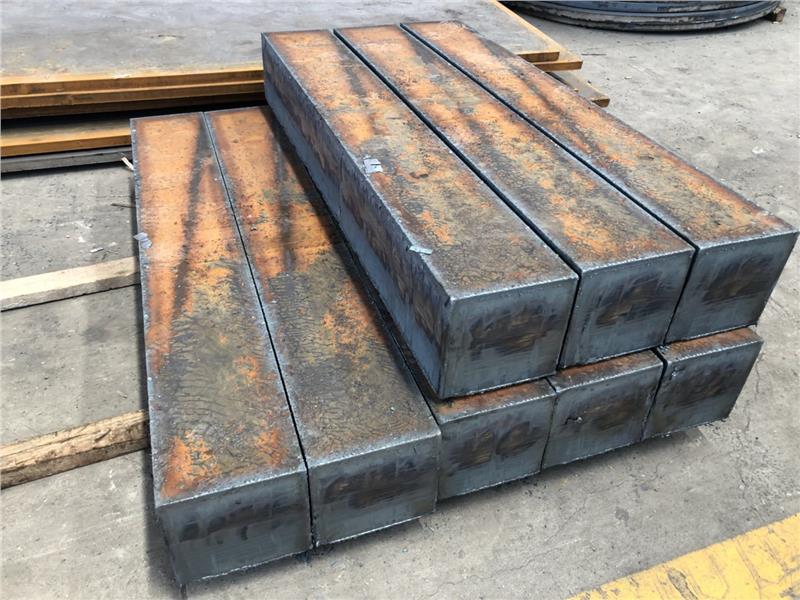
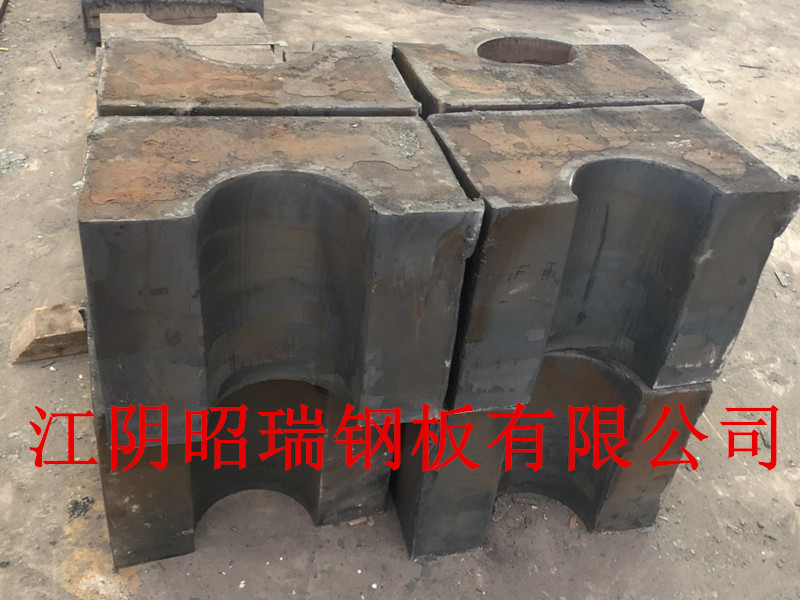
江阴市昭瑞钢板有限公司是专业从事钢板数控切割、钢板零割、特厚钢板数控下料及加工、配送等一站式服务。公司位于江苏省江阴市,地理位置优越、交捷。 公司是国内大型厚钢板加工企业,现货库存原材料来源于兴澄特钢、沙钢、南钢、新钢、舞钢等优特钢资源**。专业为国内重工装备企业做特厚钢板配套下料加工业务。 我公司下料范围:减速机轴承座,齿轮箱体轴承座,锻压设备,液压设备,船舶设备、轧钢机牌坊,重型机械底座、大型船舶配重块、机床侧板、工作平台、重型预埋件、大型轴承座、法兰盘、重型机械底座等特大切割件下料。专业切割厚度10~600mm,切割材质:Q235B、Q345B/C/D/E、35#、45#、Q690、Q460,Q345R、40CR、42crmo等特殊材质。 我公司承诺广大客户:做好产品、好质量、好售后。坚定“诚信赢得客户、服务创造**”的服务理念。
欢迎来到江阴昭瑞钢板有限公司网站,我公司位于有布码头、钱码头、窑码头、丝都、米市之称的无锡市。 具体地址是江苏无锡江阴市公司街道地址,负责人是杨经理。
主要经营钢板切割加工。
我司主要供应:建材 建材加工合作 建筑项目合作 等,我们的产品质量优等,种类齐全,我的销售范围广,我们的服务客户满意;如果您对我公司的产品有兴趣,请在线留言或者来电咨询。
本页链接:http://www.cg160.cn/vgy-75908014.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于江阴昭瑞钢板有限公司
商铺首页 |
更多产品 |
联系方式
江阴市昭瑞钢板有限公司是专业从事钢板数控切割、钢板零割、特厚钢板数控下料及加工、配送等一站式服务。公司位于江苏省江阴市,地理位置优越、交捷。 公司是国内大型厚钢板加工企业,现货库存原材料来源于兴澄特钢、沙钢、南钢、新钢、舞钢等优特钢资源**。专业为国内重工装备企业做特厚钢板配套下料加工业务。 我公司下..
- 我要给“江苏钢板零割厂家报价 钢板加工 厂家报价”留言
- 更多产品