
- 产品描述
主要产品产品:圆柱头焊钉(栓钉、剪力钉)、钢结构用大六角强度螺栓连接副、钢结构用扭剪型强度螺栓连接副、地脚螺栓、双头螺栓、钢结构镀锌拉条、普通安装螺栓、双头螺栓、不锈钢螺栓、定做各种异形件。
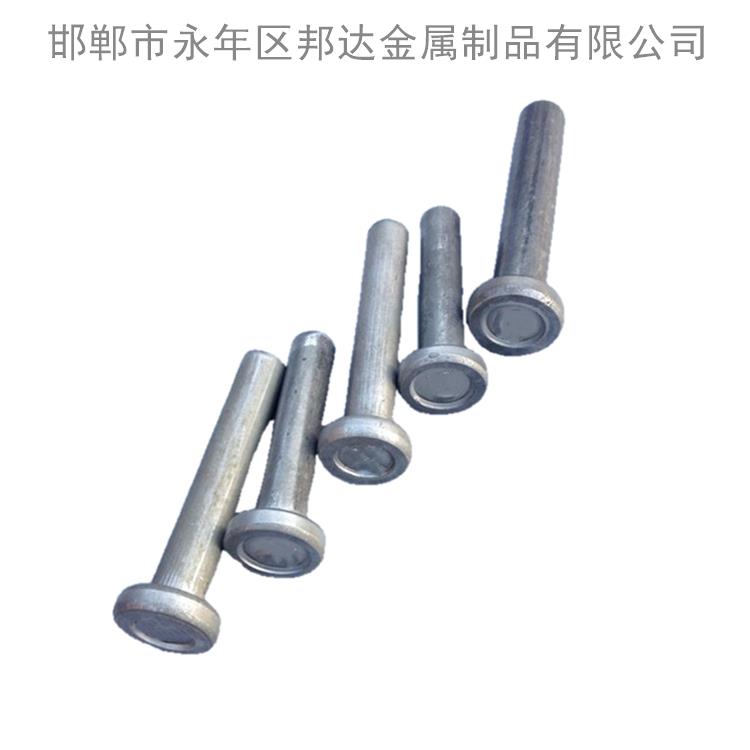
电弧螺柱焊用圆柱头焊钉适用高层钢骨结构建筑、工业厂房建筑、公路、铁路、桥梁、塔架、汽车、能源、交通设施建筑、机场、车站、电站、管道支架、起重机械及其它各类钢结构等工程。
螺柱焊接原理简介 螺柱焊接是将直径2-25mm的螺柱或柱状金属、低成本、全断面融合地焊接在金属表面的一种特种焊接工艺方法。此项技术的应用可替代一些传统的加工方法,例如:钻孔、攻丝、手工焊接、焊后处理等。 螺柱焊接过程:先,将焊接螺柱(或柱状金属)放置于焊接母材上;随后,提升焊接螺柱,同时导通电流,在焊接螺柱和焊接母材之间激发电弧,电弧将焊接螺柱端部和焊接母材表面溶化,并形成焊接熔池;接下来,焊接螺柱和焊接母材相对运动,焊接螺柱在一定速度下受控地插入熔池;后,焊接电流终止,电弧熄灭,同时熔池凝固,焊接过程完成,形成全断面熔合的焊缝。 螺柱焊接优点:①焊缝全断面熔合,提高了焊接部位的安全性;②焊接在瞬间完成,提高了焊接工作效率;③可适应多种金属材料;④热影响区小,焊接母材变形小;⑤焊接损伤很小,母材背面没有或只有很小的焊接损伤;⑥保持中空零件的密闭性;⑦实现单面焊接;⑧操作简便
以下图示了几种常用的螺柱焊接工艺方法:
接触式电容储能螺柱焊接: 是一种常用的电容储能螺柱焊接方法(从下图0.001
秒开始工作)
钢结构中有以下地方用焊钉:
1、杯口式基础,为了柱子埋入后与混凝土结合较牢固,在柱子埋入部分用焊钉。
2、高层建筑钢结构的柱、梁安装之后外面包水泥,为了与混凝土结合牢固,柱、梁都要打焊钉。
3、楼层梁的上翼板要打焊钉。一,安全没**
天气因数例如:雨雪强风天气不得野外作业。高空(15m以上)没有看护不得单作业。没有安全员不得作业。有安全隐患不的作业。带电不得作业。劳保不全不得作业。无证人员不得作业。无认证单位不得作业。
二,施工条件强风天气不得野外作业。重要钢结构低温条件不得作业如:桥梁。材料不符或严重腐蚀不得作业。焊接填充材料不符不得作业。与图纸不符不得作业。
以上都是个人笼统的简单介绍一下还有其他的具体项没有介绍例如操作工的要求,压力容器,仓体和吊装设备使用等等。
所有工程上使用的栓钉均应该符合《圆柱头焊钉》GB10433的规定,其抗拉强度≥400kPa,屈服强度≥240kPa,并应该拿到手栓钉厂出具的质量检验单等质量书。栓钉施焊前,应依照工程施工设计图纸上规定的间距和行距以及位置要求放出栓钉施工位置线。栓钉施工:栓钉施焊使用用栓钉焊机,配备栓钉焊。栓钉焊接施工时,将栓钉机同相应的焊电源接通,把瓷环座圈放在已放好线的栓钉位置上,用焊将栓钉对准瓷环座圈顶紧,打开焊电源,栓钉引弧点拉弧产生高温融化栓钉头部和母材形成高温融化的焊接焊池,经短时间(0.8~1.2s)后栓钉焊接在母材上,然后清除瓷环和检查四周焊缝。栓钉焊接质量检查:外观检查,检查栓钉是否垂直和焊缝是否均匀,看焊肉是否饱满均匀,有无偏焊,如焊层全熔化且均匀判为合格;弯曲检查,以锤击检查为主,检查外观有缺陷的栓钉,在缺陷部位的相反方向锤击弯曲15°,焊缝处无开裂、焊肉无异常现象可判为合格;如焊缝出现裂缝,视为报废,不合格则需要在原位稍偏处补焊一个栓钉补充,打弯的栓钉不必再扶正。
圆柱头焊钉是电弧螺柱焊用圆柱头焊钉的简称,属于一种高强度刚度连接的紧固件,主要用于公共建筑和**高层房屋建筑越来越多,其主体多为钢骨混凝土结构,为了使钢构件之间具有良好结合力,并共同工作,紧固件圆柱头焊钉在这一领域获得广泛用,通过很多实验和工程应用。工业厂房建筑、公路、铁路、桥梁、塔架、汽车、能源、交通设施建筑、机场、车站、电站、管道支架、起重机械及其它各类钢结构等工程。
邯郸市永年区邦达金属制品有限公司位于中标准件产品基地--河北永年,地理位置优越,交利。我公司是一家致力于紧固件,工矿铁路配件,金属制品的产品、研发、销售、售后为一体的综合企业。

邯郸市永年区邦达金属制品有限公司位于标准件生产基地--河北永年,地理位置优越,交利。主营:8.8级,10.9级,12.9级高强度螺栓,钢结构螺栓连接副,地脚螺栓,加工定制各种金属制品,也可按照客户图纸、样品加工定制生产所需的配套产品配件和非标准紧固件,度达到需方要求。我公司经销的高强度螺栓,地脚螺栓和预埋钢板品种齐全、价格合理,我们将以优惠的价格、快捷的速度、良好的服务向顾客提供满意产品,为客户设计较高较快的效益。 我们公司的宗旨是“用品质说话,靠诚信经营。”。强调质量和诚信是公司立业的基础。了解用户的需求,在服务中成长,与用户共同发展是我们的追求。热诚欢迎国内外客商来工厂洽谈相关产品的业务合作,公司全体同仁精诚团结、锐意创新。
欢迎来到邯郸市永年区邦达金属制品有限公司网站,我公司位于地处晋冀鲁豫四省区域中心和环渤海经济区腹心,孕育了新石器早期的磁山文化的邯郸市。 具体地址是河北邯郸永年县公司街道地址,负责人是武经理。
主要经营钢结构螺栓连接副,高强度螺栓螺母,圆柱头焊钉,地脚螺栓,拉条,U型螺栓,螺纹钢套筒。。
本公司技术力量强大,工程技术人员多名,具有多年的生产经验,工艺达到国内***水平。性能**的设备和制造精湛的工艺装备,确保产品质量趋于**。
本页链接:http://www.cg160.cn/vgy-75145483.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
邯郸市永年区邦达金属制品有限公司位于标准件生产基地--河北永年,地理位置优越,交利。主营:8.8级,10.9级,12.9级高强度螺栓,钢结构螺栓连接副,地脚螺栓,加工定制各种金属制品,也可按照客户图纸、样品加工定制生产所需的配套产品配件和非标准紧固件,度达到需方要求。我公司经销的高强度螺栓,地脚螺栓和预埋钢板品..
- 我要给“库存充足 贵阳楼承板焊钉”留言
- 更多产品

















