- 产品描述
环形锻件在我国已有数千年的历史。机器锻造是在各种锻造设备上采用锻造工具进行的。机器锻造按所用设备和工具的不同,可分为自由锻造、模型锻造、胎模锻造和特种锻造四类。
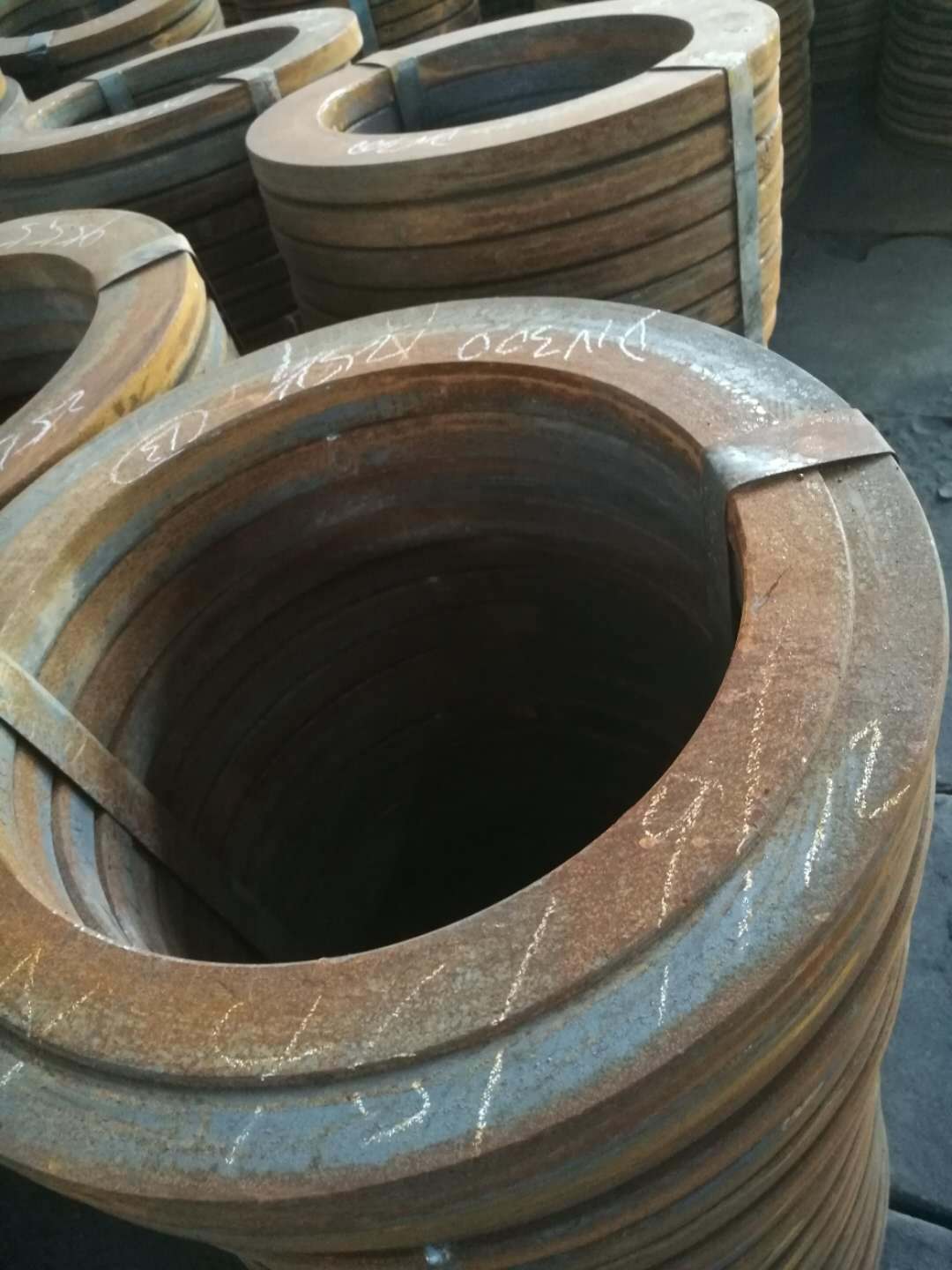
环形锻件的锻造工艺主要有以下几个工序组成:墩粗、拔长、冲孔、扩孔。自由锻和辗环工艺的区别主要在扩孔这个工序上。环形锻件在生产中采用自由锻通常是马杠扩孔,采用辗环主要采用辗压扩孔。
环形锻件在生活中的很多地方应用广泛,锻件加工的精度是加工后零件的实际尺寸、形状和位置的三个几何参数与图纸所要求的理想几何参数的一致性。尺寸的理想几何参数是平均尺寸,对于表面几何形状,它是圆、圆柱、平面、圆锥和直线等。对于表面之间的相互位置,它是平行的、垂直的、同轴的、对称的等。实际几何参数与理想几何参数之间的偏差称为加工误差。锻件加工精度和加工误差都是评价加工表面几何参数的术语。加工精度由公差等级测量,等级值越小,加工精度越高;加工误差由数值表示,数值越大,误差越大。加工精度高,加工误差小,反之亦然。任何处理方法获得的实际参数都不是准确的。从零件的功能出发,只要加工误差在零件图所要求的公差范围内,就保证了加工精度。机器的质量取决于零件的加工质量和机器的装配质量。零件的加工质量包括加工精度和表面质量两部分。环形锻件加工的精度是指零件的实际几何参数(尺寸、形状和位置)符合理想的几何参数的程度。它们之间的区别称为加工误差。加工误差反映了加工精度。误差越大,加工精度越低,误差越小,加工精度越高。
锻件加工精度包括三个方面:
1、尺寸精度是指零件加工后的实际尺寸与零件尺寸公差中心的一致性。
2、形状精度是指加工后零件的实际几何形状与理想几何形状之间的一致程度。
3、定位精度是指加工后零件之间的实际位置和理想状态。之前讲过冲压、冷挤压、锻压的区别内容,为了加强理解,我们今天再来谈谈冲压和锻压的区别,以利于区分二者的性质。
船用环形锻件:船用锻件分为类,主机锻件、轴系锻件和舵系锻件。主机锻件与柴油机锻件一样。轴系锻件有推力轴、中间轴艉轴等。舵系锻件有舵杆、舵柱、舵销等。


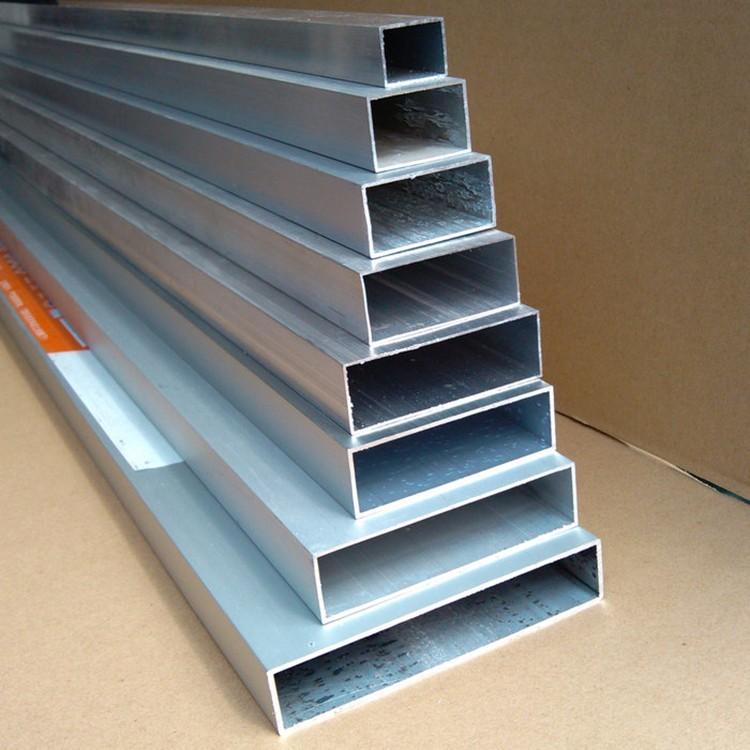
聊城市开发区正堂金属制品有限公司技术力量雄厚,拥有**的冲压设备 :冲床400T一台,315T两台,250T两台,160T三台,100T四台,等离子气割机器一台,车床十台,钻床三台。冲压厚度10mm、12mm、14mm、16mm、18mm、20mm、22mm,24mm25mm,30mm。冲压直径:100mm-500mm,材质为:碳钢,Q235B,20#,45#,16MN。技术力量雄厚,拥有**的冲压设备 :冲床400T一台,315T两台,250T两台,160T三台,100T四台,等离子气割机器一台,车床十台,钻床三台。冲压厚度10mm、12mm、14mm、16mm、18mm、20mm、22mm,24mm25mm,30mm。冲压直径:100mm-500mm,材质为:碳钢,Q235B,20#,45#,16MN。专业生产标准、非标、美标、德标、日标、大标、二标法兰盘、法兰盲板、法兰毛坯、冲压件、挤压件。我们可以依据各种标准生产各种形式的法兰盘,并可以根据客户图纸要求制作,满足客户的个性化需求。 经过多年的生产经验,为客户打造的质量、的产品,并满足客户的个性化需求,公司始终坚持“质量、信誉至上、竭诚为用户服务”的宗旨,用我们的智慧实现承诺,塑造行业的精品;用我们的真诚广交社会各界朋友;以竞争力的产品和优质的服务回报广大客户对我们的厚受;我们真诚的期待广大客户来公司考察,洽谈业务。
欢迎来到聊城市开发区正堂金属制品有限公司网站,我公司位于素有 “世界风筝都”之城的风筝文化的发祥地—潍坊市。 具体地址是山东潍坊潍城区公司街道地址,负责人是季经理。
主要经营法兰盘毛坯。
本公司以高品质的工艺生产,有质量保证的前提下,赢得广大用户的信赖与支持。主营建材 管材管件 法兰盘 ,所有产品皆能享受质量保证,价格优惠,发货及时,规格齐全,非标定做。公司产品面向全国批发销售,货到验收付款,诚信有保证!
本页链接:http://www.cg160.cn/vgy-72075205.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
聊城市开发区正堂金属制品有限公司技术力量雄厚,拥有**的冲压设备 :冲床400T一台,315T两台,250T两台,160T三台,100T四台,等离子气割机器一台,车床十台,钻床三台。冲压厚度10mm、12mm、14mm、16mm、18mm、20mm、22mm,24mm25mm,30mm。冲压直径:100mm-500mm,材质为:碳钢,Q235B,20#,45#,16MN。技术力量雄厚,拥有**..
- 我要给“济南环形锻件公司 深受客户**”留言
- 更多产品