- 产品描述
钢结构的应用领域除须根据钢结构的特点作出合理选择外,还须结合我国国情针对具体情况进行综合考虑。目前我国在工业与民用建筑中钢结构的应用,大致有如下几个领域:
1、重型厂房结构及普通钢结构厂房:吊车起重量较大或其工作较繁重的车间多采用钢骨架。如冶金厂房的平炉、转炉车间,混铁炉车间,初轧车间;重型机械厂的铸钢车间,水压机车间,锻压车间等。近年随着网架结构的大量应用,一般的工业车间也采用了钢结构。
2、大跨结构:如飞机装配车间、飞机库、干煤棚、大会堂、体育馆、展览馆等皆需大跨结构。其结构体系可为网架、悬索、拱架以及框架等。
3、塔桅结构:包括塔架的桅杆结构,如电视塔、微波塔、输电线塔、钻井塔、环境大气监测塔、无线电天线榄杆、广播**桅杆等。
4、多层、高层及**高层建筑:多层和高层建筑的骨架可采用钢结构。工业建筑中的多层框架和旅馆、饭店等高层或**高层建筑,宜采用框架结构体系、框架支撑体系、框架剪力墙体系。近年来钢结构在此领域已逐步得到发展。
5、承受振动荷载影响及地震作用的结构:设有较大锻锤的车间,其骨架直接承受的动力尽管不大,但间接的振动却为强烈,可采用钢结构。对于抗地震要求高的结构也宜采用钢结构。
6、板壳结构:如大型油库、油罐、煤气库、高炉、热风炉、漏斗、烟囱、水塔以及各种管道等。
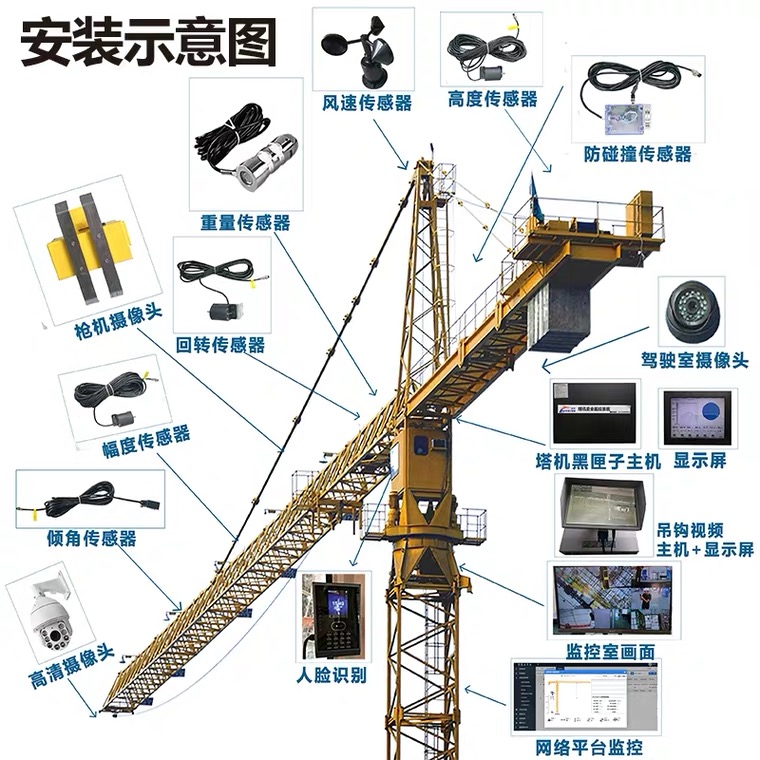
7、其他构筑物:如栈桥、管道支架、井架和海上采油平台等。
8、可拆卸或移动的结构:商业、旅游业和建筑工地用活动房屋,多采用轻型钢结构,并用螺栓或扣件连接。
脉冲反射波超声检测在检测条件、耦合补偿、仪器调节、确定的定位、定量、定性等方面都有通用的技术。
脉冲反射法超声检测的基本步骤:检测前准备,检测仪器系统的选择、调节、灵敏度确定,耦合补偿,缺陷的测定、记录评级,仪器系统的复核。
检测面的选择与准备,先考虑缺陷的可能取向,尽量保证缺陷能够有的反射条件,接触法的探测面应规则对称,底波法应有平行的探测面和底面。考虑到盲区,必要时应从正、反两面进行检查。当从一面检查灵敏度不够时,亦应从正、反两面进行检查。还应根据工件的厚度、形状综合考虑。
为了保证检测面能提供良好的耦合,进行超声检测前应去除检测区域内的氧化皮、毛刺、油污及其他可能妨碍探头移动的附着物。
超声波检测仪是超声波检测的主要设备。目前国内外探伤仪种类繁多,性能各异,探伤前应根据探测要求和现场条件来选择探伤仪。先要选择仪器稳定性、重复性和可靠性好的仪器,探伤仪的各项指标要达到有关标准的要求。
就性能而言,一般应考虑以下原则:
1.对于定位要求高的情况,应选择水平线性误差小的仪器。
2.对于定量要求高的情况,应选择垂直线性好,衰减器精度高的仪器。
3.对于大型零件的探伤,应选择灵敏度余量高、信噪比高、功率大的仪器。
随着现代工业生产和科学技术的高速发展,在航空、航天、核能、汽车、石油、化工、铁路、建筑等产业方面,无损检测技术已发挥着越来越重要的作用;而在航空、航天、核能、汽车、石油、化工、铁路、建筑等产业方面,无处不是已焊接技术为支撑的。所以焊接技术在各行各业的焊接结构中有着广泛的应用,然而为保证焊接结构中焊缝的质量,无损检测技术在该领域发挥着重要的作用。作为一名无损检测工作者,也许你掌握了丰富的无损检测知识,对焊缝中的内部缺欠定位和定量也十分的准确,可对于缺欠的定性往往是难题,不仅如此,每当焊接工作者问及我们焊缝中缺欠的性质以及怎样才能保证不产生类似的缺欠时,我们如果不能解答,这场面肯定是很尴尬的。针对这些问题,对于我们无损检测工作者来说,掌握一定的焊接知识是非常有必要的,从而也能够全面地提高自己的无损检测技能。对于焊缝中的缺欠不仅要知其然,较要知其所以然,这样也可以给焊接工作者提出一个性的焊接工艺作为参考。
在我们日常的无损检测工作中,是需要了解一些焊接信息的,而且在报告中也需要体现出来,譬如焊接方法、焊接接头形式、坡口形式等,如果检测中发现有焊接缺欠,还得了解这些缺欠的性质和大小,从而根据检测标准和设计要求来判定这些缺欠是否在可接受的范围内。这里所说到的焊接方法、焊接接头形式、坡口形式、焊接缺欠就是一些焊接基本的知识,是我们检测人员所必须掌握的。如果掌握了这些焊接基本知识,会对我们的检测工作带来很大帮助,会较加形象的认识到焊接缺欠的位置、性质及成因,特别是焊缝中的内部缺欠。焊缝中的内部缺欠检测,在现实生活中用得多的无损检测方法就是超声波检测和射线检测,其检测结果是根据超声反射波和射线底片影像进行判定的。
焊接基础知识:焊接是通过加热、加压,或两者并用,使同性或两工件产生原子间结合的加工工艺和联接方式。其优点为节省材料,减轻质量,生产成本低;简化复杂零件和大型零件的加工工艺,缩短加工周期;适应性好;可实现结构的生产及不同材料间的连接成型;整体性好,具有良好的气密性、水密性;降低劳动强度,改善劳动条件等。焊接应用广泛,既可用于金属,也可用于非金属。本文着重为无损检测工作者了解焊接的一些基本知识,只简单介绍常用的金属熔化焊的焊接知识。熔化焊的本质是小熔池熔炼与铸造,是金属熔化与结晶的过程。熔池存在时间短,温度高;冶金过程进行不充分,氧化严重;热影响区大,冷却速度快,结晶后易生成粗大的柱状晶。
磁粉检测的优点和局限性:
1.适宜铁磁材料探伤,不能用于非铁磁材料检验。
用于制造承压类特种设备的材料中,属于铁磁材料的有:各种碳钢、低合金钢、马氏体不锈钢、铁素体不锈钢、镍及镍合金;不具有铁磁性质的材料有:奥氏体不锈钢、钛及钛合金、铝及铝合金、铜及铜合金。
2.可以检出表面和近表面缺陷,不能用于检查内部缺陷。
可检出的缺陷埋藏深度与工件状况、缺陷状况以及工艺条件有关,对光洁表面,例如经磨削加工的轴,一般可检出深度为1~2mm的近表面缺陷,采用强直流磁场可检出深度达3~5mm的近表面缺陷。但对焊缝检测来说,因为表面粗糙不平,背景噪声高,弱信号难以识别,近表面缺陷漏检的几率是比较高。
3.检测灵敏度很高,可以发现细小的裂纹以及其他缺陷。
有关理论研究和试验结果表明:磁粉检测可检出的小裂纹尺寸大约为:宽度1μm,深度10μm,长度1mm,但实际现场应用时可检出的裂纹尺寸达不到这一水平,比上述数值要大得多。虽然如此,在RT、UT、MT、PT四种无损检测方法中,对表面裂纹检测灵敏度的仍是MT。
4.检测成本很低,速度快。
磁粉探伤设备不贵,锅炉压力容器压力管道常用的磁扼式磁粉探伤机和用于荧光磁粉探伤的黑光灯都只有几千元,用于轴类工件直接通电检测的固定床式大功率探伤机也就几万元。至于消耗材料,费用较低,一台大型球罐探伤所消耗的材料成本只有几十元.磁粉检测速度很快,例如使用交叉磁扼检测焊缝,每分钟检测速度可达2m左右,轴类工件直接通电检测,完成磁化只需数秒。
5.工件的形状和尺寸对探伤有影响,有时因其难以磁化而无法探伤。
磁粉探伤的磁化方法有很多种,根据工件的形状、尺寸和磁化方向的要求,选取合适的磁化方法是磁粉探伤工艺的重要内容。磁化方法选择不当,有可能导致检测失败。对不利于磁化的某些结构,可通过连接块加长或形成闭合回路来改善磁化条件。对没有合适的磁化方法且无法改善磁化条件的结构,应考虑采用其他检测方法。



通际质量检测(上海)有限公司是业内成员之一的检测、鉴定、认证机构,从事建设工程质量检测,工程测量勘察,房屋质量检测,工程监理,工程咨询,隔震减震,地震安全性评价,建筑能源审计,能效测评,在工程技术服务领域享有较高度。 通际检测在多年的技术服务实践中,形成了以房屋检测、工程检测和绿建认证为代表的“房屋检测鉴定”产业,以基坑监测、健康监测、变形监测为代表的“结构健康监测”产业,以加固设计、加固改造、纠偏平移为代表的“加固设计施工”产业,和以灌浆料、轨道胶泥、加固料为代表的“新型建材产销”产业等**产业板块。集房屋检测鉴定、结构健康监测、加固设计施工、新型建材产销于一体,专注科研、检测和技术服务的工程技术服务商,产业互为促进,互为支撑,在延伸产业链的同时也为客户提供了一站式的便捷服务。 通际检测拥有以博士、硕士**的检测技术团队。公司下设房屋质量检测站、桥梁检测研究所、新型建筑材料长、结构健康监测研究所、特种加固事业部和一个建筑设计院。多产业的协同,为客户提供了便捷的技术服务体验。
欢迎来到通际质量检测(上海)有限公司网站,我公司位于历史文化悠久,近代城市文化底蕴深厚,历史古迹众多,有“东方巴黎”美称的上海市。 具体地址是上海宝山公司街道地址,负责人是刘工。
主要经营房屋检测鉴定,结构健康监测,加固设计施工,新型建材产销。
你有什么需要?我们都可以帮你一一解决!我们公司主要的特色服务是:生活服务 装修装饰 房屋检测 等,“诚信”是我们立足之本,“创新”是我们生存之源,“便捷”是我们努力的方向,用户的满意是我们较大的收益、用户的信赖是我们较大的成果。
本页链接:http://www.cg160.cn/vgy-71535799.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于通际质量检测(上海)有限公司
商铺首页 |
更多产品 |
联系方式
通际质量检测(上海)有限公司是业内成员之一的检测、鉴定、认证机构,从事建设工程质量检测,工程测量勘察,房屋质量检测,工程监理,工程咨询,隔震减震,地震安全性评价,建筑能源审计,能效测评,在工程技术服务领域享有较高度。 通际检测在多年的技术服务实践中,形成了以房屋检测、工程检测和绿建认证为代表的“房屋..
- 我要给“苏州管道支架钢结构磁粉探伤检测_钢结构检测”留言
- 更多产品