- 产品描述
通过锻造能消除金属在冶炼过程中产生的铸态疏松等缺陷,优化微观组织结构,锻件的机械性能一般优于同样材料的铸件。[1-2] 机械中负载高、工作条件严峻的重要零件,除形状较简单的可用轧制的板材、型材或焊接件外,多采用锻件,根据坯料的移动方式,锻造可分为自由锻、闭式模锻、闭式镦锻。 [1] 自由锻。利用冲击力或压力使金属在上下两个抵铁间产生变形以获得所需锻件,有手工锻造和机械锻造两种。模锻又分为开式模锻和闭式模锻,又可分为冷镦、辊锻、径向锻造和挤压等等。

锻造法兰的生产过程:
冲压
冲压一种锻造过程,其中冲头在不使用冲头的情况下冲压通孔或通孔,弯曲锻造过程,将坯料弯曲成一定的角度或形状,切割分割毛坯或切割材料的锻造过程。
模锻
模锻被统称为模锻,并且加热的坯料被放置在锻模中,该锻模固定到待锻造的模锻装置。
模锻的基本过程模锻的过程:切削,加热,回转支承锻造,预锻,终锻造,冲压,修边,淬火和回火,喷丸。常用的工艺是镦粗,加长,弯曲,冲压和成型。

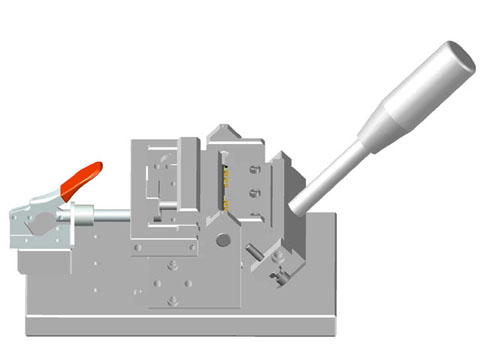
由于该锻件形状复杂,整体锻造难度大,根据该零件的特点,回转支承锻造代加工,结合锻造加工公司的实际生产情况,研究制定出三种阀体锻造成形工艺方案。
1、直接锻造成方块毛坯,尺寸为492mm×657mm×915mm,经过锻后冷却,在锻坯上画线,蕞后在锯床上锯角。
2、先锻造成过渡方块毛坯,锻方截面为510mm×690mm,保证中间方块关键尺寸,用小圆棒在方坯两端进行压痕,以压痕位置为基准用剁刀进行人工分料,回转支承锻造生产厂家,然后进行压肩拔长,再将锻坯放在阀体模具上进行表面整l形,随后再将阀体两端面进行平整,蕞终毛坯成形为三段方体。
3、将毛坯锻造成圆柱状,截面圆直径为φ480mm,然后将毛坯上部和底部分别套上模具圈,沿锻坯轴线方向镦粗(图5),当中间锻方满足工艺尺寸后,再将锻坯与模具圈横向放置在锤砧上,锻造毛坯偏心结构。蕞后,回转支承锻造哪家好,将两端模具圈撤掉,对毛坯进行平整处理,确保锻件的工艺尺寸和表面质量满足要求。
回转支承锻造代加工-回转支承锻造-马鞍山茂金锻造厂家由马鞍山市茂金锻造厂提供。“马鞍山锻造,模具锻造,汽车配件锻造加工”选择马鞍山市茂金锻造厂,公司位于:马鞍山博望区博望镇三杨工业园,多年来,茂金锻造坚持为客户提供好的服务,联系人:陶经理。欢迎广大新老客户来电,来函,亲临指导,洽谈业务。茂金锻造期待成为您的长期合作伙伴!







马鞍山市茂金锻造厂办公地址位于长江港口之一,是中国重要的钢铁基地(马鞍山),于2010年04月06日在马鞍山市博望区市场监督管理局注册成立,在工厂发展壮大的10年里,我们始终为客户提供好的产品和技术支持、健全的售后服务,我工厂主要经营一般经营项目:机械锻造件销售。我们有好的产品和专业的销售和技术团队,我工厂属于马鞍山机械设备公司行业,能从事各类锻造件的工艺设计、模具制造和成产,并从事铸造、冶金等有关技术咨询工作。我们将秉承“用心经营、不断进取、勇攀新高”的理念,乘风破浪,直挂云帆,一起努力去实现我们的美好愿景。我们会脚踏实地、勇于拼搏、敢于创新,把我们的服务、经验和技术提供给每一位客户。
欢迎来到马鞍山市茂金锻造厂网站,我公司位于中国十大钢铁基地之一,长江十大港口之一—马鞍山市 具体地址是安徽马鞍山公司街道地址,负责人是陶经理。
主要经营马鞍山市茂金锻造厂为您提供马鞍山锻造,模具锻造,汽车配件锻造加工,充分满足您的需求。如需请联系:*(陶经理 先生),找关于马鞍山锻造,模具锻造,汽车配件锻造加工的内容找马鞍山市茂金锻造厂。
单位注册资金:人民币 100 万元 - 200 万元。
我们公司在加工业内一直都是佼佼者,业绩遥遥领先,主营的马鞍山锻造,模具锻造,汽车配件锻造加工等都经过了专业机构的认证和众多客户的好评,真正的值得信赖!
本页链接:http://www.cg160.cn/vgy-71220098.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 产品推荐
- 服装丝印加工 10年行业经验 寮步羽绒服外套丝印加工 压片糖果代加工 大餐救星嗨吃不胖 OEM贴牌代工 郑州美容院盆底肌修复仪厂家 性能稳定 三九贴 晋城PU膜三伏贴厂家 粘性可控 海口彩色印刷厂彩色纸袋定做 大同 出租呼吸机 全国服务上门安装 印花附着力强 东莞丝网印花 丝网印花 仙桃 出租有创呼吸机 全国上门服务 一站式服务 东莞跑台印花厂 立体印花 全身健康扫描体检设备 厂家 无伤害 压片糖果代加工温州 大餐救星嗨吃不胖 源头厂家 荆州铝雕屏风 玫瑰金屏风
- 相关文章
- 回转支承锻造厂家-马鞍山茂金锻造加工厂-苏州回转支承锻造工程机械锻造件哪家好-工程机械锻造件-马鞍山茂金锻造厂家汽车配件锻造哪家好-汽车配件锻造-马鞍山茂金锻造加工厂主轴件锻造-马鞍山茂金锻造加工-主轴件锻造厂家主轴件锻造件厂家-苏州主轴件锻造件-马鞍山茂金锻造生产圆钢锻造哪家好-无锡圆钢锻造-马鞍山茂金锻造厂家滚剪刀锻造件批发-无锡锻造件批发-马鞍山茂金锻造加工厂信阳模具锻造-马鞍山茂金锻造定制-精密模具锻造回转支承锻造生产厂家-锻造生产厂家-马鞍山茂金锻造生产精密模具锻造-阜阳模具锻造-马鞍山茂金锻造厂家回转支承锻造公司-锻造公司-马鞍山茂金锻造厂家模具锻造件加工厂-苏州锻造件加工厂-马鞍山茂金锻造厂家
- 我要给“回转支承锻造代加工-回转支承锻造-马鞍山茂金锻造厂家”留言
- 更多产品