- 产品描述
挤出机开启加热电源,对机头、机简均匀加热升温。
打开加料斗底部和齿轮箱的冷却水及排填空泵的进水阀门。加热升温时各段温度先调到140°C ,待温度升到140°C时保温30-40min ,然后再将温度升到正常生产时的温度。待温度升到正常生产所需温度时,再保持10min左右,以使机器各部分温度趋于稳定,潍坊木塑挤出生产设备,方能开车生产。保温时间长短根据不同型号挤出机和塑料原料品种而有所不同。保温一段时间 ,以使机器内外温度-致,以免仪表指示温度已达到要求温度,而实际温度却偏低,此时如果将物料投入挤出机,由于实际温度过低,物料熔融粘度过大,单螺杆木塑挤出生产设备,会引|起轴向力过载而损坏机器。
塑料挤出机可以分为双螺杆挤出机和单螺杆挤出机,下面,我们来看看两种挤出机的区别。
挤出机按其螺杆数量可以分为单螺杆、双螺杆和多螺杆挤出机。目前以单螺杆挤出机应用较为广泛,适宜于- 般材料的挤出加工。双螺杆挤出机由于具有由摩擦产生的热量较少、物料所受到的剪切比较均匀、螺杆的输送能力较大、挤出量比较稳定、物料在机筒内停留长,木塑挤出生产设备厂家,混合均匀。
挤出机料筒
一般为一个金属料桶,为合金钢或者内衬为合金钢的复合钢管制成。其基本特点为耐温耐压强度较高,木塑中空门板挤出生产设备,坚固耐磨耐腐蚀。一般料筒的长度为其直径的15~30倍,其长度以使物料得到充分加热和塑化均匀为原则。料筒应该有其足够的厚度与刚度。内部应该光滑,但是有些料筒刻有各种沟槽,以增大与塑料的摩擦力。在料筒外部附有电阻、电感以及其他方式加热的电热器、温度自控装置及冷却系统。
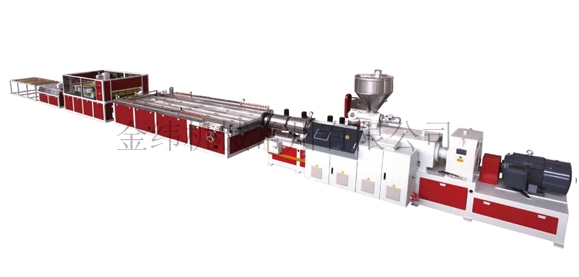
单螺杆木塑挤出生产设备-金纬机械常州-潍坊木塑挤出生产设备由金纬机械常州有限公司提供。行路致远,砥砺前行。金纬机械常州有限公司致力成为与您共赢、共生、共同前行的战略伙伴,较矢志成为行业设备具有竞争力的企业,与您一起飞跃,共同成功!









金纬机械常州有限公司是上海金纬公司的又一重要发展战略中心,其坐落于江苏省溧阳市江苏中关村科技产业园内,是一家致力于塑料挤出成型设备的研发、制造的高科技厂家。厂区占地面积400余亩,公司拥有一支高素质的研发队伍和经验丰富的机械、电气调试工程师团队,以及**的机械加工基地和规范的装配车间。公司本着“用心持久、拼搏创新”的企业精神,不断探求挤出新领域的开拓。热烈欢迎国内外新老客户莅临我司参观、指导、合作,我们愿为您提供强有力的支持。公司产品已遍布全国各地,并出口到俄罗斯、印度、韩国、印尼、中东、非洲和南美洲、西班牙、意大利等100多个国家和地区,深受客户**。“品质如一”是金纬公司的质量方针,是全体员工努力的方向。“诚实待人”是我们铸就“**金纬”的**理念。
欢迎来到金纬机械常州有限公司网站,我公司位于风景名胜、历史古迹较多,有着3200多年左右历史的文化古城—常州市。 具体地址是江苏常州公司街道地址,负责人是陈经理。
主要经营金纬机械常州有限公司为您提供管材挤出生产线,型材生产线,木塑挤出生产线,造粒机,充分满足您的需求。找关于管材挤出生产线,型材生产线,木塑挤出生产线,造粒机的内容找金纬机械常州有限公司。
单位注册资金:人民币 100 万元 - 200 万元。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造**的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-70807478.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 产品推荐
- 广东实验室不锈钢货架厂家 广东智上皇金属制品供应 进口方向阀型号 上海福珂流体控制供应 江岸区直销行程开关厂家 欢迎咨询 武汉戴蒙德环保供应 绵阳线切割机床维修改造怎么样 诚信为本 成都正川精机机电设备供应 无锡立式深孔钻床 东莞市精准精密机械供应 PDER-10B便携式轴承加热器 洞头区永磁同步电机供应 服务为先 温州坤格自动化科技供应 湖北单头火机袋贴袋机操作视频 东莞乾清自动化缝纫设备供应 上海三维运动混合机厂家直销 欢迎来电 常州市秦西粉体设备供应 金东区定制不锈钢冷却塔 服务为先 绍兴金贤供水设备供应 无锡相容性等离子体射流方案 欢迎来电 江苏先竞等离子体供应 河南国产钢带打包机一体式供应商 南京九星机械新品开发供应
- 相关文章
- 金纬机械常州-**静音管生产设备哪里有-临汾**静音管生产设备MPP电力护套管挤出生产线厂家-金纬机械常州金纬机械常州挤出机-济宁塑钢缠绕管生产线pvc 管材挤出生产线-金纬机械常州-宣材挤出生产线木塑挤出生产设备-金纬机械常州公司-木塑二步法挤出生产设备木塑生产线厂-木塑生产线-金纬机械常州挤出设备秦皇岛木塑生产线-PP木塑二步法挤出生产线-金纬机械常州金纬机械常州有限公司-滁州竹木纤维集成墙板生产线哪家好pvc管材挤出生产线-金纬机械常州-南通管材挤出生产线PE挤出生产设备-金纬机械常州挤出机-PE挤出生产设备公司衡水PVC异型材高速生产设备-金纬机械常州湖州**静音管生产设备-PP**静音管生产设备-金纬机械常州
关于金纬机械常州有限公司
商铺首页 |
更多产品 |
联系方式
金纬机械常州有限公司是上海金纬公司的又一重要发展战略中心,其坐落于江苏省溧阳市江苏中关村科技产业园内,是一家致力于塑料挤出成型设备的研发、制造的高科技厂家。厂区占地面积400余亩,公司拥有一支高素质的研发队伍和经验丰富的机械、电气调试工程师团队,以及**的机械加工基地和规范的装配车间。公司本着“用心持久..
- 我要给“单螺杆木塑挤出生产设备-金纬机械常州-潍坊木塑挤出生产设备”留言
- 更多产品


















