- 产品描述
本公司坚持“团结拼搏、锐意进取、严谨求实、艰苦奋斗”的企业作风,不断开拓创新,依靠雄厚的实力、科学的管理和服务,坚持“诚信求实、服务社会、信誉好、用户至上”的企业宗旨。
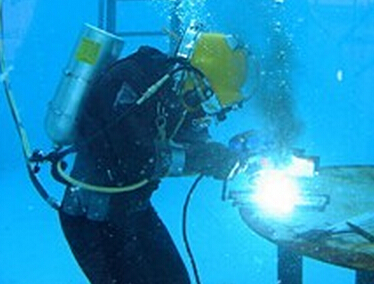
水下切割工程注意事项
(1)调查工作场所气象,水深,水温,流速等环境状况仅当水面风力小于6级,且工作点水流的流速小于0.1^}0.3m/s时,才能执行此操作。
(2)明确水下切割前切割部件的性质和结构特征,明确作业对象内是否存在易燃,易爆,有毒物质关于下落的可能性,有必要适当地固定坍塌物,特别是在水中切断时,要注意不要损伤气体供给管和电缆。
水下切割
(3)在潜水前,水上进行切割设备及工具,潜水装备,供气管及电缆,通讯联络工具等绝缘,水密,技术性能的检测试验氧气橡胶管用1.5倍的工作压力蒸汽或热水清洗,不能在橡胶管内外附着油脂。每隔0.5m将气管和电缆牢固地在一起,以防止它们缠绕在一起。潜入水中后,将煤气供给管,电缆和信号电缆等整齐地调整到安全的位置,以防止受到损伤。
(4)在工作点上方,半径相当于水深的区域,不能同时进行其他工作。在水中作业时,未燃烧气体或有毒气体有时会泄漏到水面上,因此水上的人需要做好*准备,另外,为了不吸入有毒气体而中毒,还需要将泵放在风上。
水下切割
(5)作业前操作员安全处理作业场所,消除周围的障碍物。水下切割不能浮在水中进行作业,事先安装操作台,或者在物体上选择安全的操作位置,使其自身不在潜水用具,煤气供给管和电缆等喷射或流动炉渣的范围内。
(6)潜水工作人员和水面支持工作人员之间需要通信装置,所有准备就绪后,得到支持工作人员的同意后,焊接工作人员可以开始工作。
(7)从事水下切割作业,应当接受培训,并由持有此类作业许可证的人进行。
水下施工工程切割技术的应用
水下施工切割技术是重要的环节之一,可应用于钢铁材料的水下施工切割、有色金属的水下施工切割等。钢铁材料水下施工切割一般采用低碳钢水下弧氧切割,相对稳定。或者用不锈钢高压水射流切割。有色金属水下切割技术有很多,主要用于铝及铝合金熔化的水射流切割。这项技术应用广泛,切割过程中产生的铁铝合金比较脆,可以用钢丝刷去除。铝及铝合金高压水射流切割,适用于切割形状复杂、材料不变的工件。然后是钛及钛合金的高压水射流切割。
水下切割技术目前已得到广泛应用。它可以切割不同的材料。以下厂家会介绍不同的水下切割技术:
1.铝及铝合金的熔化水射流切割:铝及铝合金采用熔化水射流水下切割法切割,可采用实心碳钢丝作为切割丝,或低碳钢MIG焊接用药芯焊丝作为切割丝。切割过程中产生的铁铝合金易碎,粘渣少,可用钢丝刷清除。
2。铝及铝合金的高压水射流切割:采用高压水射流切割铝及铝合金,可获得无热影响区、无材料变化。但高压水射流切割速度比较慢,适合切割形状复杂、材料不变的工件。切割铝合金时使用磨料水射流。
3.钛及钛合金的高压水射流切割:高压水射流切割在切割过程中不产生热影响区或材料的变化,是易受高温影响而使材料变质的钛及钛合金的理想切割方法。此外,高压水射流的切割速度**机械锯。同时,被切割的工件只需要少量的加工,有些不需要加工就可以应用。一般用磨料高压水射流切割法切割钛及钛合金。
水下切割需使用热分布均匀的口模
水下切割的原理与气流造粒机和水射流造粒机非常相似。在不同的水下切割中,稳定的水面流过薄膜表面并与模具表面直接接触。切割室的尺寸足以使在模具表面上自由旋转,而不会限制水流。熔融聚合物从模具中挤出,粒料用旋转刀切割。颗粒由调温水从造粒室中取出,并进入离心干燥机。在干燥机中,水被排回储罐,冷却并回收;颗粒通过离心干燥机脱水。
水下切割需要使用热量分布均匀的模具和的绝缘结构。从小型造粒到电加热,大型造粒刀需要使用油热或蒸汽加热的模具。该过程在常规水的条件下被加热到较高问题,但该热量不应对粒状材料的自由流动造成有害影响。聚合物很多情况下采用水下切割,有些型号可以达到22679.62kglh的造粒能力,用于低粘度或粘性聚合物造粒时,水流过模面的方式是很大的优势,但对于某些聚合物或会造成模具冻结。有点是因为水在熔融状态下造粒时可以起到隔音屏障的作用,噪音排放较低。与冷切系统相比,更换切粒刀的次数较少。
水下工程中的水下切割就是所谓的热切割,主要包括火焰切割、等离子切割和激光切割。根据切割要求和市场价格的不同,目**种切割方法都占有一定的市场,其技术经济比较如下:
由于气压、喷嘴高度、预热时间等因素的影响,整个切割材料的变形尺寸比较大,不能满足高精度切割的需要,切割速度比较慢。同时,提前预热时间较长,难以满足无人操作的需要。等离子切割具有速度快、范围广的优点,适用于切割低厚度板材和各种非金属材料。较大切割速度可达10m/min,是火焰切割的10倍。
可消除水下工程切割时产生的噪音、粉尘、有害气体和弧光,符合环保要求。目前,随着大功率等离子切割技术的不断成熟,切割厚度可达130 mm,水射流技术的大功率等离子切割使切割质量接近激光切割的精度下限(0.2mm)。但由于激光切割机价格昂贵,目前只适合切割薄板,而精细等离子切割机的精度可以达到激光切割的下限,切割的表面质量也差不多,但切割成本远**激光切割,约为1/3,较大切割厚度可达12 mm,因此,用精细等离子切割机代替价格昂贵的激光切割机,有利于以经济的方式高速精细切割大消耗的中薄板。
水下切割焊接方法分类及操作特点
先,水下焊接和切割过程应使用DC焊机,并配备空载自动断电装置。严禁使用交流电焊机。潜水员工作时应戴绝缘手套,头盔衣领等金属导电部位应涂两遍以上绝缘漆。在清水中工作时,应戴上防护眼镜。水面上电焊机电源开关要有专人看守。严格按照水下操作人员的指示开关。除了潜水员在水下焊接或切割时,其他时间关闭电源。
其次,潜水员在水下切割物体要从一步一步向下移动。如有必要,用索具将被切割的物体固定,以避免被切割的物体掉落或熔渣伤害操作人员或潜水设备。油箱、箱或有可燃气体的舱室采取清除措施。潜水施工现场使用的发电、配电设备、电气设备、开关电器和线路的安装和敷设符合电气安全技术要求,并定期进行检查。发现问题及时整改。
水下切割焊接是一项难度很大的技术工作,所以在实施这项工作的过程中一定要注意一些小细节,争取细节上的较大成功,保证工程的进度。
水下环境使得水下焊接过程比陆地上复杂得多。除了焊接技术,还涉及潜水作业技术等诸多因素。水下焊接的特点如下:
(1)能见度差水吸收、反射和折射光的能力比空气强得多,因此光在水中传播时会迅速减弱。此外,焊接时电弧周围会产生大量气泡和烟雾,使得水下电弧的可见度非常低。在淤泥的海床和有淤泥的海域进行水下焊接时,水中能见度较差。长期以来,这种水下焊接基本属于盲焊,严重影响了潜水焊工操作技术的发挥,是水下焊接容易产生缺陷、焊接接头质量不高的重要原因之一。
(2)焊缝氢含量高是焊接的大敌。如果焊接中的氢含量**过允许值,很容易产生裂纹,甚至导致结构损坏。水下电弧会引起周围水的热分解,导致溶解成焊接焊缝中的氢增加,焊接中扩散氢的含量一般为27~ 36 Lgög,是陆地用酸性焊条焊接时的数倍。埋弧焊焊接接头质量差与氢含量高密不可分。
(3)在高冷却速度的水下焊接时,海水的导热系数较高,约为空气的20倍。即使是淡水,其导热系数也是空气的十倍以上。如果采用湿法或局部干法水下焊接,被焊工件直接在水中,对焊缝有明显的淬火作用,容易产生高硬度的硬化组织。因此,只有采用干焊,才能避免冷效应。
(4)压力的影响随着压力的增加而增加(压力增加0。水深每增加10米1帕)。当电弧柱变薄时,焊缝宽度变窄,焊缝高度增加,导电介质密度增加,从而增加了电离难度,增加了电弧电压,降低了电弧稳定性,增加了飞溅和烟尘。
(5)连续运行难以实现。由于水下环境的影响和限制,在很多情况下,需要采用焊接一段时间,停止一段时间的方法,从而导致焊缝不连续。
本公司一贯坚持"质量佳、信誉至上、服务热情"的服务宗旨,竭诚为广大客户提供优良的产品与服务,欢迎您咨询洽谈!


濮阳市铁汉带压堵漏技术服务有限公司是一家专业从事不停车带温带压堵漏服务的公司. 濮阳市铁汉带压堵漏技术服务有限公司是由国内一些**堵漏企业的精英组成,成立至今,已先后为中国石化.中国石油下属分公司等多家工业企业进行了带压堵漏服务,并建立了良好的合作关系。 铁汉公司技术力量雄厚,对施工环境异常恶劣的现场,结构复杂的泄漏部位,介质温度高750度—— -180度、压力45兆帕 工艺介质(如:易燃易爆、有毒有害、有腐蚀性等)我们都已有相当丰富的设计 施工经验,堵漏成功率可达99%以上。经过长期的实践,我们的堵漏技术不断成熟,完善。一直以来为众多业主企业避免了因泄露引起的装置非计划停车,为企业挽回了因生产装置非计划停车而造成的经济损失。因此,深受广大石油化工、化肥厂、钢厂、焦化厂、电厂、造纸等企业的欢迎并给予了充分的肯定。 铁汉以弘扬“当代的铁人精神”格守“诚信为本 安全至上质量至上”在不伤害设备本体为原则,为甲方提供细致周到的服务,与甲方真诚合作,为安全生产保驾**! 我们的施工特点:高标准!严要求!力求做到**!我们的宗旨是:长期合作,互利共赢。铁汉带压堵漏将继续秉承“安全、效率、质量、服务”的方针歇诚为广大客户提供优质、可靠的服务。
欢迎来到濮阳市铁汉带压堵漏技术服务有限公司网站,我公司位于历史悠久,被命名为“中华帝都”的濮阳市。 具体地址是河南濮阳濮阳县公司街道地址,负责人是刘照伟。
主要经营管道开孔。
公司一贯坚持“质量第一,用户至上,优质服务”的宗旨,价格优惠,质量保证。购买新件的客户注意:收到的新件首先看配件型号是否一致,配件是否对版,如果发现不一致的请勿拆包装安装,及时与我们联系反映情况以便妥善处理;拆车件装车前后若有质量问题,请及时与我们联系并反馈你的信息,我们会全权为你处理,让您无后顾之忧。
本页链接:http://www.cg160.cn/vgy-66726417.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
濮阳市铁汉带压堵漏技术服务有限公司是一家专业从事不停车带温带压堵漏服务的公司. 濮阳市铁汉带压堵漏技术服务有限公司是由国内一些**堵漏企业的精英组成,成立至今,已先后为中国石化.中国石油下属分公司等多家工业企业进行了带压堵漏服务,并建立了良好的合作关系。 铁汉公司技术力量雄厚,对施工环境异常恶劣的现场,..
- 我要给“四川水下混凝土切割 经验丰富”留言
- 更多产品