- 产品描述
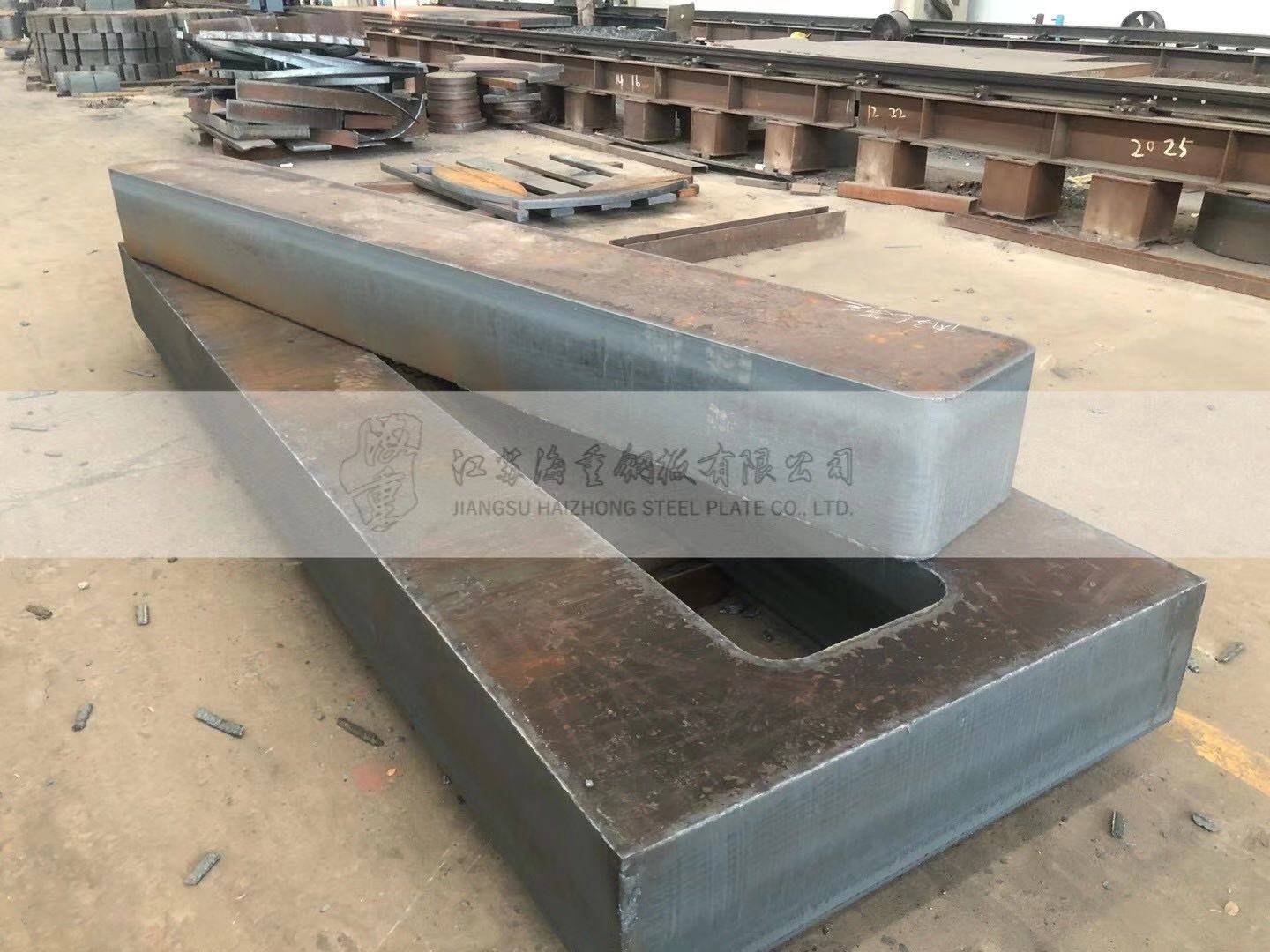
江苏海重钢板有限公司主营产品特厚钢板切割,厚板下料加工,45钢切割图形,品质至上是对产品质量的不懈追求,每批次制造成品前检验、生产包装质量检验、库检、发货前检验确保产品出厂合格率。
钢板下料高套料切割,传统的切割方式已经不能满足目前公司的生产现状,对于数量多而复杂并且形状较不规则的零件,通过计算机技术实现整板套料和共边套料,提高钢板利用率,有效避免局部套料和局部切割产生的大量剩余材料,对剩余钢材进行重复套料和使用,使大量剩余钢材得到再利用。
钢板下料生产管理:
1、按节点进度有序安排生产;
2、“大卡”打印――下料记工卡的产生和管理,针对下料生产需要将排料图内容转换生成下料记工卡,记录钢板的上台位置及下料零件的产位、数量、切割人员以及后续清台人员,为转运、保管找活提供方便,并为工时计算提供记录表格。对大卡进行固定顺序编号(不可更改);
3、“交验登记”对交验完成的零件按大卡和合格证进行记录登记,交验数据进入配套系统;
4、“签票登记”――签票完成是下料工作的终程序,对签完的进行登记记录。
钢板下料切割操作工艺:
1、自动切割时,钢板放到平台上后,其两端与导轨之间的距离应在5范围内;
2、如果是半自动切割,那么导轨应放在钢板平面上,然后再放上切割机;
3、应让有割炬的一侧朝向操作者,选择割嘴时应根据钢板厚度来决定,并调整好切割直度和速度,以及切割参数、工艺参数等,要适当,能让切割效果达到;
4、钢板切割前,要对钢板进行清洁,去除表面的脏污和杂质,并要在下面留出一定的空间,这样能够有利于熔渣吹出;
5、割炬的移动要匀速,火焰的焰心与割件表面之间的距离在2到5为,如果距离太近,那么会使切口边缘熔化,距离太远则热量会不足,容易使切割中断;
6、如果钢板的厚度比较大,那么用于预热的火焰要足够大,气流长度要**出工件厚度的三分之一,割嘴与工件表面要有一定角度,一般为10到20度的角度,这样能让零件边缘能够均匀受热;
7、在切割过程中,应随时观察一些能够影响切割质量的因素,以保证切割能够连续进行。
钢板下料改变切割工人在数控切割机控制器上进行手工编程套料的传统落后生产方式(20%的时间切割机不是在切割,而是在等待切割工人在控制器上进行编程套料,并且又慢又不好),使用计算机系统,在普通电脑上进行整板套料和余料板套料,为数控切割机提供切割程序,数控切割机全时用来切割(不再用来编程),有效提高数控切割机的切割生产效率。每天仅需八个小时(少数情况需要加班)就能满足正常生产需要,不仅降低了工人的劳动强度,节省了人力资源,较是延长机器设备的寿命,减少夜间照明电力消耗。
江苏海重钢板有限公司吸纳了各地的行业精英,组建了一支有为的生产、科研、采购、管理和销售 队伍使产品焕然一新,销售收入成倍增长。



【江苏海重钢板有限公司】:我公司自备数控火焰切割加工设备及独立钢板零割加工仓库。从事钢板切割加工12年 厚度10-700主营:中厚板,宽厚板,特宽特厚钢板,**宽**厚钢板,切割、下料、零割、加工自备8台数控切割机-及半自动切割机数13台、进口激光切割机、等离子切割切割、折弯机各1台。质量稳定可靠,确保无任何质量异议。可加工材质及现货销售:Q235B/Q235A/Q235C/Q235D/Q235E/Q345A/Q345B/Q345C/Q345D/Q345E/A3/20#/SS400/45#/S45C/16MN/Q245R/Q345R/20#/45号/50#/Q360D/Q390D/Q460D/Q690D/1CR13/2CR13/40CR/15CRMO/16MNDR
欢迎来到江苏海重钢板有限公司网站,我公司位于有布码头、钱码头、窑码头、丝都、米市之称的无锡市。 具体地址是江苏无锡江阴市公司街道地址,负责人是杨雪。
主要经营钢板数控切割。
本公司以高品质的工艺生产,有质量保证的前提下,赢得广大用户的信赖与支持。主营机床 金属制品 齿轮 ,所有产品皆能享受质量保证,价格优惠,发货及时,规格齐全,非标定做。公司产品面向全国批发销售,货到验收付款,诚信有保证!
本页链接:http://www.cg160.cn/vgy-63743856.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 产品推荐
- 聊城利通切纸机刀片 上刃机械刀片 诚信合作 乌鲁木齐紫宏三面切书刀片厂家 切台刀片 自贡托辊数控车床 高精密设备-唐山豪迈 滚轮导轨 嘉峪关齿条轨道定制 广州权硕机电设备 清洗机毛刷辊厂家 大姜毛辊清洗机 可连续清洗 泰州对开切纸机刀片厂家 上刃机械刀片 诚信合作 连云港对开切纸机刀片厂家 上刃机械刀片 诚信合作 震动沥水风干线 不锈钢蒸煮机 菊花杀青机 能够感知周围环境 海克易邦 组合盖挡片歪斜怎么检测 通化双压机压装机 托辊生产线 轴承密封 滚轮轴承 保山齿条轨道 精密直线轨道厂家 金华橡胶圈压机维修 托辊双端压装机
- 相关文章
- 珠海40cr钢板切割 唐山 离子切割切割 一站式服务阿坝40cr钢板切割 唐山 钢板数控切割 全透明施工新余特厚特宽钢板下料唐山 离子切割切割 12年行业经验安庆40cr钢板切割 唐山 钢板数控切割 贴心的售后**泸州42crmo钢板下料 唐山 离子切割切割 全透明施工大同40cr钢板切割 唐山 激光切割 12年行业经验新疆42crmo钢板下料 唐山 离子切割切割 丰富的经验山西40cr钢板切割 唐山 钢板数控切割 12年行业经验黑河40cr钢板切割 唐山 激光切割 贴心的售后**牡丹江特厚特宽钢板下料唐山 离子切割切割 一站式服务塔城特厚特宽钢板下料唐山 钢板数控切割 全透明施工丽水40cr钢板切割 唐山 激光切割 丰富的经验
关于江苏海重钢板有限公司
商铺首页 |
更多产品 |
联系方式
【江苏海重钢板有限公司】:我公司自备数控火焰切割加工设备及独立钢板零割加工仓库。从事钢板切割加工12年 厚度10-700主营:中厚板,宽厚板,特宽特厚钢板,**宽**厚钢板,切割、下料、零割、加工自备8台数控切割机-及半自动切割机数13台、进口激光切割机、等离子切割切割、折弯机各1台。质量稳定可靠,确保无任何质量异..
- 我要给“辽宁Q355B中厚板零割”留言
- 更多产品