- 产品描述
无锡徐扬金属材料有限公司使用生产设备:德国通快 3060大型激光机,3000T大型冲花机,6米,4米剪折机,6米开槽机等各种数控机加工生产设备。公司始终坚持"质量好的,价格合理,交货快捷"的服务原则立场,竭诚与广大客户谋求共同的发展和进步。欢迎来电,来图,来厂询价洽谈。
企业文化:**理念:挑战自我,共创未来;
技术理念:不断学习,注重细节;
服务理念:有你才有我,忘我精神。
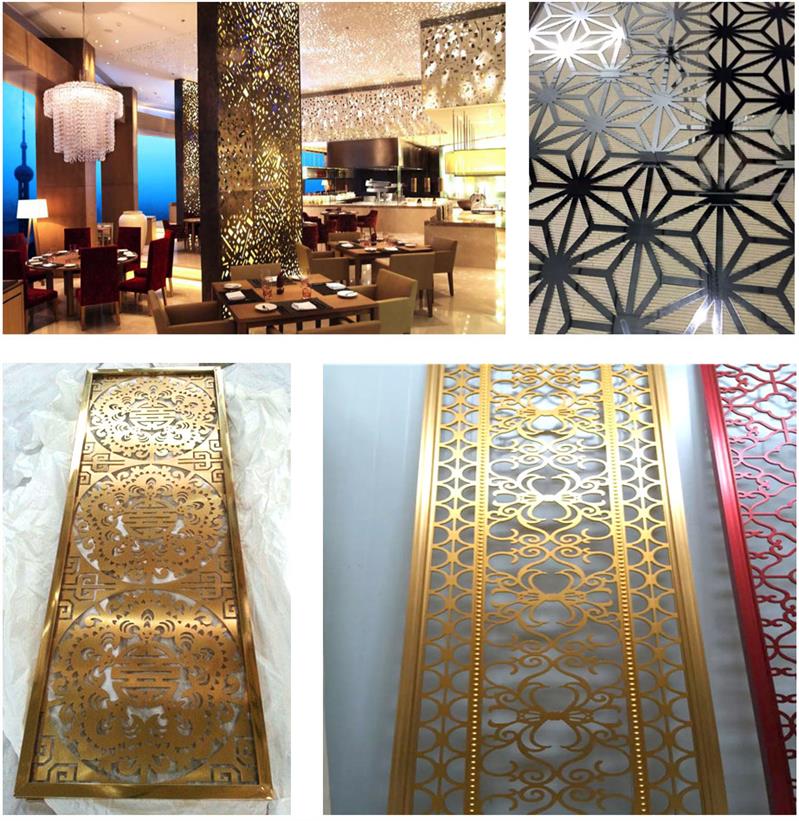
由于激光切割机速度快,切割灵活方面,许多复杂的图形能够快速成形,深得装饰公司喜爱,只要是客户想要的,通过CAD做好图之后,直接就可以采用相关材料切割出来,定制化丝毫没有任何问题。
一般来说,激光切割质量可以由以下6个标准来衡量。
1.切割表面粗糙度Rz
2.切口挂渣尺寸
3.切边垂直度和斜度u
4.切割边缘圆角尺寸r
5.条纹后拖量n
6.平面度F
激光切割技术有两种: 一种是脉冲激光适用于金属材料。*二种是连续激光适用于非金属材料,后者是激光切割技术的重要应用领域。
激光切割机的几项关键技术是光、机、电一体化的综合技术。在激光切割机中激光束的参数、机器与数控系统的性能和精度都直接影响激光切割的效率和质量。
激光切割的优点之一是光束的能量密度高,一般10W/cm2。由于能量密度与面积成反比,所以焦点光斑直径尽可能的小,以便产生一窄的切缝;同时焦点光斑直径还和透镜的焦深成正比。聚焦透镜焦深越小,焦点光斑直径就越小。但切割有飞溅,透镜离工件太近容易将透镜损坏,因此一般大功率CO2激光切割机工业应用中广泛采用5〃~7.5〃〞(127~190mm)的焦距。实际焦点光斑直径在0.1~0.4mm之间。对于高质量的切割,有效焦深还和透镜直径及被切材料有关。
激光切割机系统一般由激光发生器、(外)光束传输组件、工作台(机床)、微机数控柜、冷却器和计算机(硬件和软件)等部分组成。
那么,激光切割加工时怎么才能做到高精度呢
一是焦点位置控制技术。聚焦透镜焦深越小,焦点光斑直径就越小,因此控制焦点相对于被切材料表面的位置十分重要。
二是切割穿孔技术。任何一种热切割技术,除少数情况可以从板边缘开始外,
一般都必须在板上穿一小孔。早先在激光冲压复合机上是用冲头先冲出一孔,然后再用激光从小孔处开始进行切割。
三是嘴设计及气流控制技术。激光切割钢材时,氧气和聚焦的激光束是通过喷嘴射到被切材料处,从而形成一个气流束。对气流的基本要求是进入切口的气流量要大,速度要高,以便足够的氧化使切口材料充分进行放热反应;同时又有足够的动量将熔融材料喷射吹出。
激光切割刺,皱折、精度高,**等离子切割。对许多机电制造行业来说,由于微机程序的现代化激光切割系统能方便切割不同形状与尺寸的工件(工件图纸也可修改),它往往比冲切、模压工艺较被**选用;尽管它加工速度慢于模冲,但它没有模具消耗,*修理模具,还节约更换模具时间,从而节省加工费用,降低产品成本,所以从总体上讲在经济上较为合算。这也正是其受到欢迎的原因。
激光加工中的激光打标,其是否可以进行打黑加工?以及,激光熔覆加工,需要哪些材料,才能来进行?
激光加工中的激光打标,其是可以进行打黑加工的,不过,还要看具体是在什么材质上进行,如果是不锈钢和氧化铝,那么,是可以进行这项操作的。而激光熔覆加工,其所需要的材料,是有金属或非金属粉末,以及惰性气体等这些。此外,还有可能,会用到预置胶这一个。
激光加工中使用到的激光镜片,怎样来进行保护?
激光加工中,激光镜片,其是肯定会使用到的,所以,是要进行保护,或采取一些保护措施,来其使用寿命。而在具体措施上,主要的,是为:
保证所用的气体,是为纯净的,而且,其在压力上,也要符合标准或规定要求。如果是压缩空气的话,还应保证其质量。此外,在光路上,要保证其没有偏移,以及,镜片没有损坏。在加工顺序上,应是合理和正确的。
激光加工中的激光淬火设备,其主要的,是为哪些设备?
激光加工中,对激光淬火,其所用的设备,主要是为横流二氧化碳激光器这一个,即为横流CO2激光器。其的原理,是将工作气体沿着与光轴垂直的方向,来快速流过放电区,以便维持较低的气体温度,以及较高功率的输出,从而,来进行工作的。并且,在光束模式上,是为多模输出。

无锡徐扬金属材料有限公司专业从事激光切割加工,公司技术团队致力于机械,激光切割行业20多年,有着丰富的经验和技术,力争为客户提供较优质的质量,外观和服务。 公司使用生产设备:德国通060大型激光机,3000T大型冲花机,6米,4米剪折机,6米开槽机等各种**数控机加工生产设备。公司始终坚持"质量好的,价格合理,交货快捷"的服务原则立场,竭诚与广大客户谋求共同的发展和进步。欢迎来电,来图,来厂询价洽谈。
欢迎来到无锡徐扬金属材料有限公司网站,我公司位于有布码头、钱码头、窑码头、丝都、米市之称的无锡市。 具体地址是江苏无锡锡山区公司街道地址,负责人是徐经理。
主要经营钣金制造。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-63379850.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于无锡徐扬金属材料有限公司
商铺首页 |
更多产品 |
联系方式
无锡徐扬金属材料有限公司专业从事激光切割加工,公司技术团队致力于机械,激光切割行业20多年,有着丰富的经验和技术,力争为客户提供较优质的质量,外观和服务。 公司使用生产设备:德国通060大型激光机,3000T大型冲花机,6米,4米剪折机,6米开槽机等各种**数控机加工生产设备。公司始终坚持"质量好的,价格合理,交货..
- 我要给“钢板激光切割机厂家 深受客户**”留言
- 更多产品