- 产品描述
电子技术、计算机微电子住处和自动化技术的发展,推动了焊接自动化技术的发展。特别是数控技术、柔性制造技术和信息处理技术等单元技术的引入,促进了焊接自动化技术革命性的发展。
焊接过程控制系统的智能化是焊接自动化的**问题之一,也是我们未来开展研究的重要方向。我们应开展控制方法方面的研究,包括线性和各种非线性控制。代表性的是焊接过程的模糊控制、网络控制,以及系统的研究。
焊接柔性化技术也是我们着力研究的内容。在未来的研究中,我们将各种光、机、电技术与焊接技术**结合,以实现焊接的化和柔性化。用微电子技术改造传统焊接工艺装备,是提高焊接自动化水平淡的根本途径。将数控技术配以各类焊接机械设备,以提高其柔性化水平,是我们当前的一个研究方向;另外,焊接机器人与系统的结合,实现自动路径规划、自动校正轨迹、自动控制熔深等功能,是我们研究的重点。
离焦量的影响
因为激光焦点处光斑中心的功率密度过高,容易蒸发成孔。离开激光焦点的各平面上,功率密度分布相对均匀。离焦方式有两种:正离焦与负离焦。焦平面位于工件上方为正离焦,反之为负离焦。按几何光学理论,当正负离焦平面与焊接平面距离相等时,所对应平面上功率密度近似相同,但实际上所获得的熔池形状不同。负离焦时,可获得较大的熔深,这与熔池的形成过程有关。
电阻焊
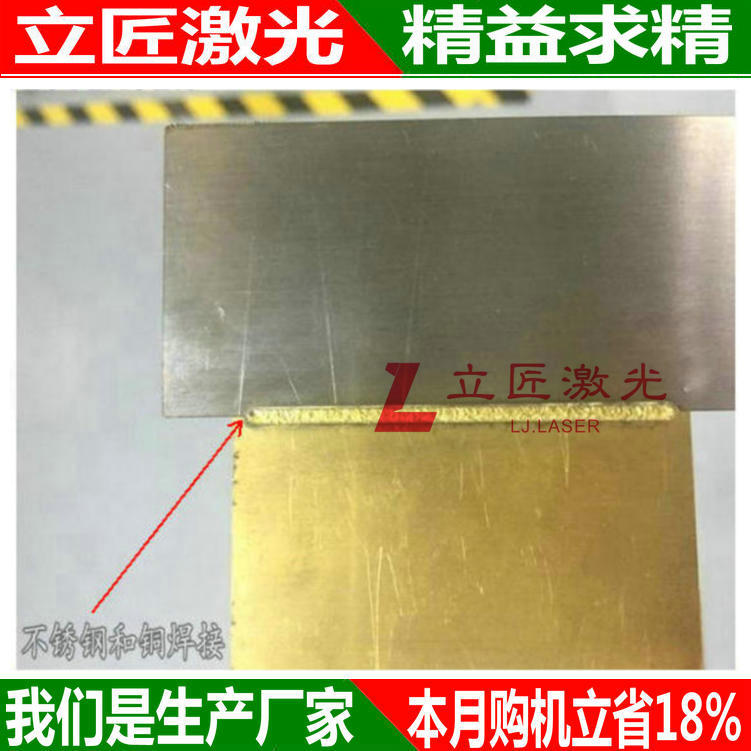
它用来焊接薄金属件,在两个电极间夹紧被焊工件通过大的电流熔化电极接触的表面,即通过工件电阻发热来实施焊接。工件易变形,电阻焊通过接头两边焊合,而激光焊只从单边进行,电阻焊所用电极需经常维护以清除氧化物和从工件粘连着的金属,激光焊接薄金属搭接接头时并不接触工件,再者光束还可进入常规焊难以焊及的区域,焊接速度快。
氩弧焊
使用非消耗电极与保护气体,常用来焊接薄工件,但焊接速度较慢,且热输入比激光焊大很多,易产生变形。
等离子弧焊
与氩弧类似,但其焊炬会产生压缩电弧,以提高弧温和能量密度,它比氩弧焊速度快、熔深大,但逊于激光焊。
脉冲宽度
脉宽是脉冲焊接的重要参数之一,它既是区别于材料去除和材料熔化的重要参数,也是决定加工设备造价及体积的关键参数。


武汉市立匠激光科技有限公司是国内精密激光焊接设备制造商,我们只专注于激光焊接熔覆工艺研发和激光焊接熔覆设备制造销售,致力于为客户提供全面完整的激光焊接熔覆应用解决方案。
立匠激光汇聚了一批具有创新精神和敬业精神的人才,在国内研发激光焊接设备10几年的光电子,精密机械,数控软件等方面的技术人才,立匠激光始终坚持“质量和服务是企业的生命线”的原则,为客户持续性创造。我公司引进了多种检测设备,通过严格检验,安装调试,完整的生产质量管理体系保证了公司产品钢铁般的品质,经过多年的努力,立匠激光专注激光焊接熔覆设备的研发和相关应用领域,并可以产品为客户提供非标自动化激光焊接熔覆设备的量身定做。
武汉市立匠激光科技有限公司本着“品质、创新、 、服务”的经营理念,立志成为国内外激光加工设备的主流供应商,为国内外广大用户提供的产品和的服务。目前公司的主要产品包括:激光熔覆机,高速激光熔覆机,机器人激光熔覆机,手持式激光焊接机,全自动激光焊接机,大功率激光焊接机,手机外壳激光焊接机,电机马达转子激光焊接机,花洒激光焊接机,不锈钢茶壶激光焊接机,三通管激光焊接机,激光焊接机,刀柄激光焊接机,保温杯激光焊接机,水泵叶轮片激光焊接机,视觉定位激光焊接机,机器人激光焊接机,激光清洗机,激光除锈设备,机械手激光焊接机等等!
立匠激光您身边的焊接熔覆,较值得信赖!欢迎来到武汉立匠激光科技有限公司网站,我公司位于江河纵横、湖港交织,交通发达,文化发达的武汉市。 具体地址是湖北武汉东西湖区公司街道地址,负责人是曾经理。
主要经营激光熔覆机,激光除锈机,激光焊接机,送粉器,激光淬火机。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造**的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-63250313.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于武汉立匠激光科技有限公司
商铺首页 |
更多产品 |
联系方式
武汉市立匠激光科技有限公司是国内精密激光焊接设备制造商,我们只专注于激光焊接熔覆工艺研发和激光焊接熔覆设备制造销售,致力于为客户提供全面完整的激光焊接熔覆应用解决方案。
立匠激光汇聚了一批具有创新精神和敬业精神的人才,在国内研发激光焊接设备10几年的光电子,精密机械,数控软件等方面的技术人才,立匠激..
- 我要给“彩钢板激光焊接机 是激光材料加工用的机器”留言
- 更多产品