- 产品描述
熔模铸造的原理及特点
熔模铸造又称精密铸造或失蜡铸造,熔模精密铸造采购,它是用易熔材料(蜡料及塑料等)制成的可熔性模型,在模型上涂以若干层耐火涂料,经过干燥、硬化成整体型壳,然后加热型壳熔失模型,再经高温焙烧而成为耐火型壳,将液体金属浇入型壳中,待冷却后即成铸件。
模料-压蜡模-组模-修模-涂挂-撒砂-脱模-焙烧-浇注-冷却-落砂-清理。
与其它铸造方法相比,熔模铸造的主要优点如下:
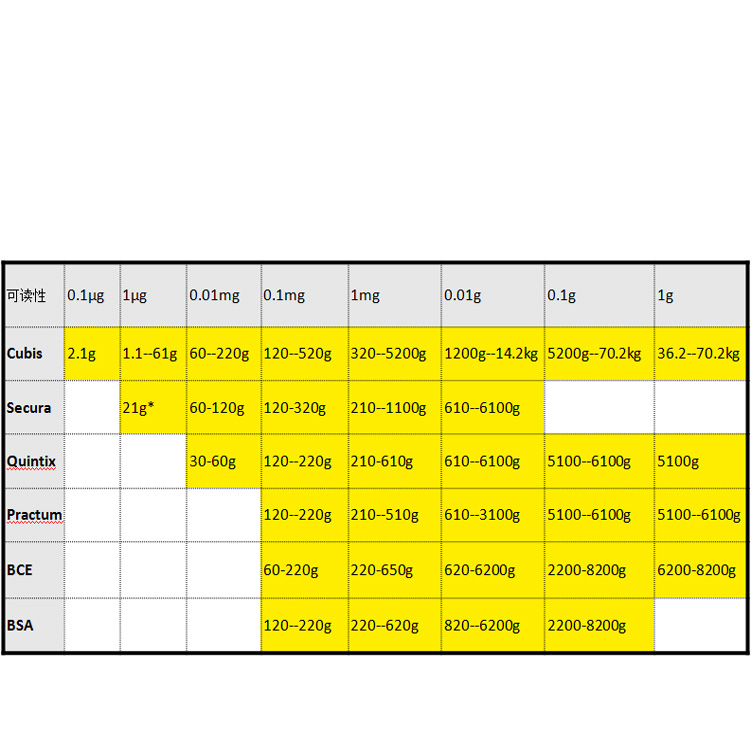
1)铸件尺寸精度较高和表面粗糙度较低,可以浇注形状复杂的铸件,熔模精密铸造,一般精度可达5~7级,粗糙度达两Ra25-6.3μm;
2)可以铸造薄壁铸件以及重量很小的铸件,熔模铸件的小壁厚可达0.5mm,重量可以小到几克;
可以铸造花纹精细的图案、文字、带有细槽和弯曲细孔的铸件;
3)熔模铸件的外形和内腔形状几乎不受限制,可以制造出用砂型铸造、锻压、切削加工等方法难以制造的形状复杂的零件,而且可以使有些组合件、焊接件在稍进行结构改进后直接铸造成整体零件,从而减轻零件重量、降低生产成本;
4)铸造合金的类型几乎没有限制,常用来铸造合金钢件、碳钢件和耐热合金铸件;
5)生产批量没有限制,可以从单件到成批大量生产。
这种铸造方法的缺点就是工艺复杂,生产周期长,不适用于生产轮廓尺寸很大的铸件。

?呋南树脂自硬砂铸造工艺树脂自硬砂造型是以树脂为粘结剂的铸造工艺方法,在常温下由于粘结剂在固化剂的作用下发生化学反应而固化型砂。它的特点是砂型不必烘干,这就缩短了生产周期,节约了能源。树脂型砂易于紧实、溃散性好,铸件的型砂易于清理,铸件尺寸精度高,表面光洁度好,可以大大提高铸件质量。
它的缺点是:对于原砂的质量要求高,生产现场有轻微的刺激性气味,而且树脂的成本也较高。
树脂自硬砂的混制工艺:树脂自硬砂好采用连续式混砂机,将原砂、树脂、固化剂等依次加入、快速混合而成,随时混制、随时使用。
混制树脂砂时各种原料的加入顺序如下: 原砂 固化剂(对磺酸水溶液)-(120~180S)-树脂 -(60~90S)-出砂

几乎所有的不锈钢铸造厂都检查和控制混成砂的水分,熔模精密铸造厂家批发,但是对于严格控制旧砂水分的重要性,很多铸造厂的领导和技术人员还缺乏足够的认识。进入混砂的旧砂水分太低,对混砂质量的影响可能并不亚于砂温过高。试验研究和经验都已证明,加水润湿干膨润土比润滑湿膨润土难得多。型砂中的膨润土和水并非简单的混在一起就行,要对其加搓揉使之成为可塑状态。这就像用陶土和水制陶器一样,将水和土和一和,熔模精密铸造多少钱,是松散的没有粘接能力;经过搓揉和摔打使每粒土都充分吸收水分就成为塑性状态才可以成形成陶器坯。铸型浇注以后,由于热金属的影响很多砂粒表面上的土-水粘结膜都脱水干燥了,加水使其吸水恢复塑性是很不容易的。旧砂的水分较低,在混砂机中加水混碾使之达到要求性能所需要的时间就越长。由于生产中混砂的时间是有限的旧砂的水分越低混成砂的综合质量就越差。
目前,各国铸造工作者已有了这样一种共识:进入混砂机的旧砂,水分只能比混成砂略低一点。较好的做法是:在旧砂冷却过程中充分加水冷却后所含的水分略低于混成砂。这样从砂冷却到进入混砂机还有一段相当长的时间,水可以充分润湿旧砂砂粒表面上的膨润土。更好的做法是:在系统中设混砂机对旧砂进行预混,冷却后的旧砂在预混混砂机中加水进行预混以改善旧砂中膨润土和水的混合状态。国外有的不锈钢铸造厂预混时,将需补加的新砂、膨润土、煤粉等附加料全部加入。
熔模精密铸造-伟工科技熔模精密铸造-熔模精密铸造厂家批发由安徽伟工机械科技有限公司提供。安徽伟工机械科技有限公司拥有很好的服务与产品,不断地受到新老用户及业内人士的肯定和信任。我们公司是商盟认证会员,点击页面的商盟客服图标,可以直接与我们客服人员对话,愿我们今后的合作愉快!










安徽伟工机械科技有限公司,坐落于安徽芜湖新芜经济开发区,是一家専业从事铸造产品设计、研发、生产、销售于一体的企业,公司为客户的产品提供多样的技术支持与设计,公司主要铸造技术有潮模砂铸造、硅溶胶精铸工艺。主要产品有:不锈钢阀门配件、泵阀配件、汽车配件、工业管道配件、工程机械配件、汽车配件等。材质为:低合金钢、304、316、316L、铬钼钢、哈氏合金、碳钢、双相钢等。公司已先后通过ISO9001和TS16949等多种体系审核,以完备的管理手段和齐全的检测设备满足客户需求,进的设备,専业的技术,严谨的管理,稳定的质量。服务客户,铸造未来,伟工诚挚的欢迎新老客户共同商洽合作
欢迎来到安徽伟工机械科技有限公司网站,我公司位于文字记载已逾2500年,素有“江东首邑”、“吴楚名区”、“吴头楚尾”之称的芜湖市。 具体地址是安徽芜湖公司街道地址,负责人是张经理。
主要经营安徽伟工机械科技有限公司为您提供电涡流缓速器组件,车辆配件,阀门及配件,工业管道配件研发,充分满足您的需求。找关于电涡流缓速器组件,车辆配件,阀门及配件,工业管道配件研发的内容找安徽伟工机械科技有限公司。
单位注册资金:人民币 100 万元 - 200 万元。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-63074903.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 我要给“熔模精密铸造-伟工科技熔模精密铸造-熔模精密铸造厂家批发”留言
- 更多产品