
- 产品描述
根据零件的精度和强度要求和干粉的成形特性,对干粉压制成型模具总成及其主要零件提出了一
定的要求。首先干粉压制成型模总成能保证压制出来复合技术要求的密度、几何形状和尺寸精度
、表面粗糙度等的压坯。
模压过程 装在模腔中的粉末由于颗粒间的摩擦和机械啮合作用会产生所谓“拱桥”现象,形成许多大小不一的孔隙。加压时,粉末体的体积被压缩,在开始阶段粉末颗粒相对移动并重新分布,孔隙被填充,从而使压坯密度急剧增加,达到装填密度;这时粉末颗粒已被相互压紧,故当压制压力时,压坯密度几乎不变,曲线呈现平坦。随后继续增加压制压力,粉末颗粒将发生弹、塑性变形或脆性断裂,使压坯进一步致密化。由于颗粒间的机械啮合和接触面上的金属原子间的引力,压制后的粉末体成为具有一定强度的压坯。有关粉末压制理论,从1923年沃克(E.E.Walker)公布他的论点开始,已出现有数十种理论和经验公式,其中阿吉(L.F.Athy,1930)、巴利申(Μ.Ю.Бальшин,1938)、川北公夫(1963)等人的公式有一定的实用意义;尽管如此,这些理论至今仍处于探索阶段。
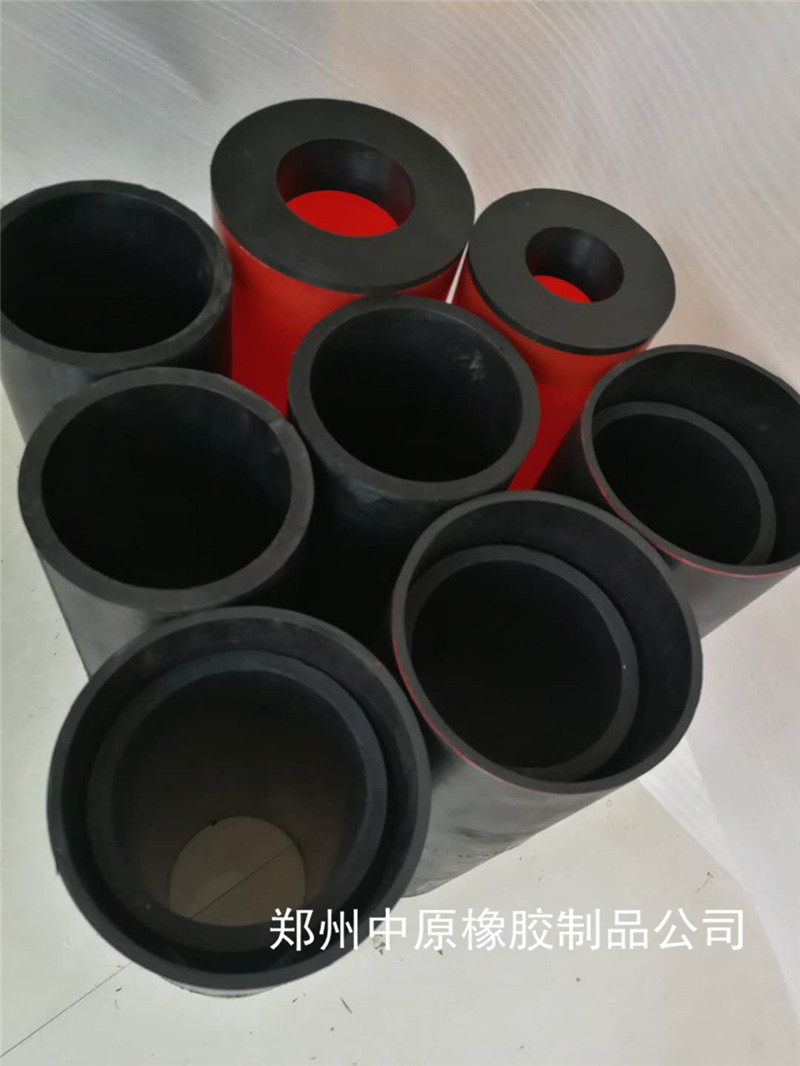
粉末成型模具及成型方法,属于粉末冶金领域,其解决了现有粉末成型技术的坯料和产品有疏松,
气孔和微观不均匀等问题.本发明的模具包括外套模和石墨套管;所述的石墨套管设置在所述的外
套模的中部空腔内,所述的石墨套管的外壁与所述的外套模的内壁贴合;所述的石墨套管两端各设
置有一密封帽;所述的石墨套管内,两个所述的密封帽之间形成一试样容腔;本发明的方法包括粉
末制样封装,模具安装,循环压力成型等步骤;本发明能强化粉末成分的扩散,反应,促进成分和组
织的均匀化和致密化,能够获得致密度很高产品和坯料;同时也充分利用和挖掘现有疲劳试验机设
备的潜力和特点.展开
项:1.一种粉末成型模具,其特征在于:包括外套模(1)和石墨套管(3);所述的石墨套管
(3)设置在所述的外套模(1)的中部空腔内,所述的石墨套管(3)的外壁与所述的外套模(1)的内
壁贴合;所述的石墨套管(3)两端各设置有一密封帽(2);所述的石墨套管(3)内、两个所述的密
封帽(2)之间形成一试样容腔。
压制压力与压坯密度分布 在模压过程中压制压力主要消耗于以下两部分:
①克服粉末颗粒之间的摩擦力(称为内摩擦力)和粉末颗粒的变形抗力;
②克服粉末颗粒对模壁的摩擦力(称为外摩擦力)。由于外摩擦力的存在,模压成形的压坯密度分布实际上是不均匀的。例如单向压制时,离施压模冲头较近的部分密度较高,较远的部分密度较低。在双向压制时(实际是两个单向压制的组合),压坯沿压力平行方向的两端密度较高,中心部位较低。将润滑剂加入粉末中或涂于模壁上可改善压坯密度的不均匀性。
压模和压机 模压成形的主要设备是压模和压机。压模设计的原则是:充分发挥粉末冶金少
切削和无切削的工艺特点,保证达到压坯质量的三项要求(即几何形状、尺寸精度和光洁度、密
度的均匀性);合理地选择模具材料和压模结构,提出模具的加工要求。压机分为机械压机和液
压机两类。机械压机的特点是速度快,生产率高;其缺点是压力较小,冲程短,冲压不够平稳,保
压困难,不适于压制较大和较长的制品。与机械压机相比,液压机(图2)的特点是压力大,行程
长,比较平稳,能实现无级调速和保压,适于压制尺寸较大较长的制品;其缺点是速度慢,生产
率低。
“质量、价格、时间、服务”是郑州市中原橡胶制品有限公司的经营宗旨。 “信用、信赖、协调、合作”是我们的立业之本。 欢迎广大新老客户的支持与光临,我公司愿与你携手共进,共创美好的明天。


郑州市中原橡胶制品有限公司成立于1999年,本厂设有橡胶硫化车间、钢模具加工车间、橡胶混炼车间、从原材料到成品整套的加工流程,免费开钢模具 较大减少了客户新产品开发周期和成本。 “质量、价格、时间、服务”是我们的经营宗旨。 “信用、信赖、协调、合作”是我们的立业之本。 “团结、创新、求实、奉献”是我们的企业精神。
欢迎来到郑州市中原橡胶制品有限公司网站,我公司位于中国商代早期和中期都城,商文明的发源地—郑州市。 具体地址是河南郑州上街区公司街道地址,负责人是陈经理。
主要经营等静压模具。
我们公司在加工业内一直都是佼佼者,业绩遥遥领先,主营的加工 机械加工 模具加工 等都经过了专业机构的认证和众多客户的好评,真正的值得信赖!
本页链接:http://www.cg160.cn/vgy-62299522.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于郑州市中原橡胶制品有限公司
商铺首页 |
更多产品 |
联系方式
郑州市中原橡胶制品有限公司成立于1999年,本厂设有橡胶硫化车间、钢模具加工车间、橡胶混炼车间、从原材料到成品整套的加工流程,免费开钢模具 较大减少了客户新产品开发周期和成本。 “质量、价格、时间、服务”是我们的经营宗旨。 “信用、信赖、协调、合作”是我们的立业之本。 “团结、创新、求实、奉献”是我们的企..
- 我要给“玉林陶瓷粉末成型模具 粉末注塑成型模具 多年行业经验”留言
- 更多产品









相关分类






