- 阿德采购网
> 供应信息
> 建筑钢材网
> 特殊/专业建筑钢材网
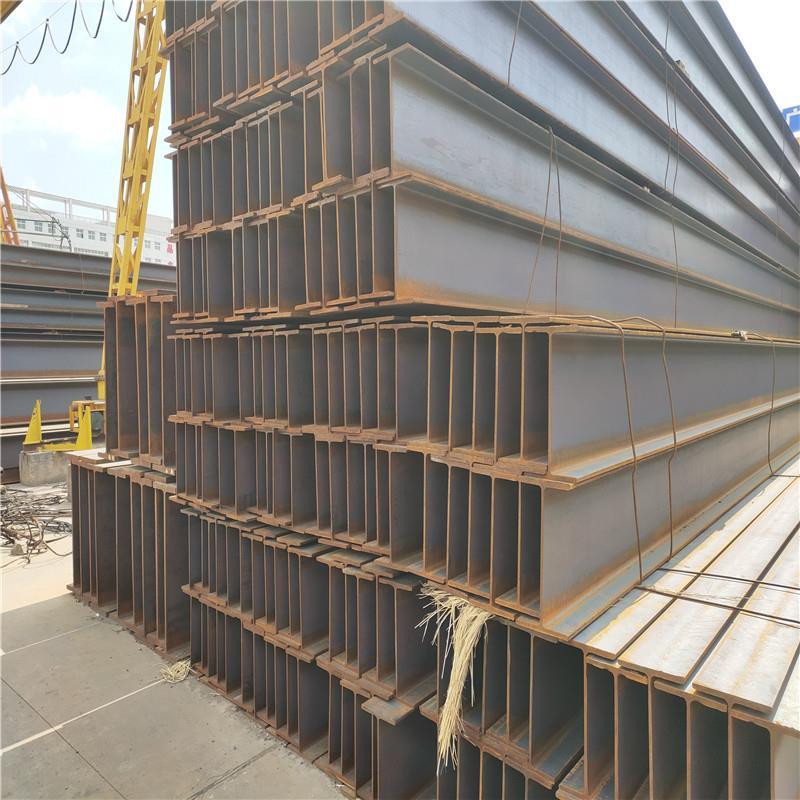
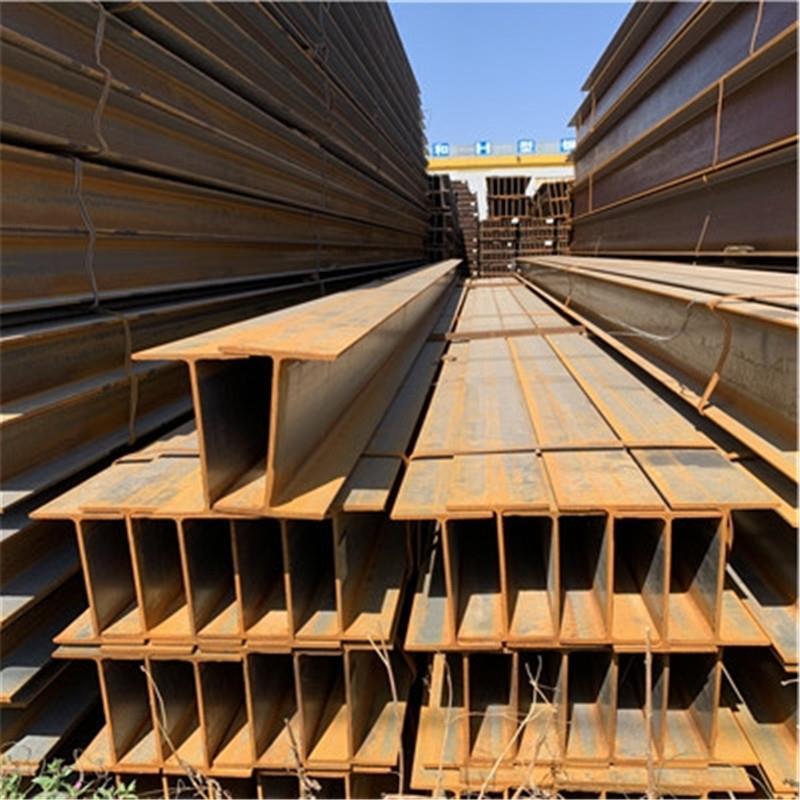
> 云南窄翼热轧H型钢报价 窄翼H型钢

- 产品描述
中国上海大通钢结构公司的焊接H型钢生产线情况 该厂是由日本住友、中国宝钢等企业合资组成的股份制工厂,总投资1220万美元。主体设备是从美国引进的一条高频焊接轻型H型钢生产线,设计生产能力为6万t/a。该厂生产的品种主要有:H型钢,尺寸为100mm×50mm~300mm×150mm,单重为5.8~32.3kg/m;还可生产波纹H型钢、L型钢、T型钢等。 该厂的工艺流程为:采用热轧板卷为原料,经过开卷、平整、卷带横向对接、腹板镦粗、焊接、超声波探伤、剪切、尺寸及外观检验、涂油、捆扎等工序。 这条H型钢生产线可连续生产,焊接速度可达9~23m/min。 该厂拥有在线检测、在线矫直和在线剪切等设备。 中国闽台东和钢铁公司型钢生产线工艺与产品 该厂是中国闽台省内的个型钢厂,其工艺设备是由德马克等公司提供的。设计年产量为40万t,其中H型钢20万t、中板15万t、方圆钢5万t。该厂于1992年投产。 该厂生产的产品品种规格有:桩型(柱型)H型钢100mm×100mm~350mm×350mm,梁型H型钢100mm×50mm~600mm×300mm,中板(250~1200)mm×(10~50)mm,方钢100~150mm,圆钢60~120mm。 随着H型钢在我国的应用和生产,用户对产品规格的需求越来越多,对产品的形式和尺寸精度要求日益严格,为满足市场的需求,适应市场竞争,就必须严把质量关,严格执行GB11263-98标准,努力提高生产现场工艺调整水平,熟悉H型钢产品缺陷及调整方法。 下面介绍几种H型钢常见的成品缺陷及调整方法。 一、 尺寸偏差 H型钢断面形状与英文字母“H”相似,成品尺寸需要测量及控制16个点(相对于棒线材成品尺寸测量及控制要复杂),轧机三个机架UR、E、UF全自动轧制,设备紧凑,程序复杂,成品调整需要考虑的因素比较多、难度大。其主要的尺寸偏差有腹板与翼缘厚度**差、翼缘厚度不等、腹板斜度、腹板偏心。 1、 腹板与翼缘厚度**差。腹板与翼缘厚度**差是指腹板与翼缘厚度**出规定偏差,这主要是水平辊、立辊辊缝不合适,可以通过修改参数,适当的调整UF辊缝大小来解决,其次水平辊、立辊辊缝不合适还有可能是由于辊缝没有校准或不正确的校准造成,如果是这个原因就必须重新校准辊缝,重新调整. 2、翼缘厚度不等。翼缘厚度不等又包括边对边不等和角对角不等。 翼缘厚度边对边不等主要是因为UF轧机两侧辊缝不等或轧辊磨损不均匀,从而造成成品两侧翼缘厚度尺寸偏差大,可通过单独调整一侧立辊的压下量来补偿这种厚度偏差,如果是轧辊已磨损严重,则需更换新辊系。 翼缘厚度角对角不等主要原因是轧机上下水平辊错辊或串辊,如果是翼缘厚而长,调整UR轴向,如果是翼缘薄而长,调整UF轴向。 3、腹板偏心。腹板偏心是指腹板不在翼缘正中,它是H型钢轧制过程中常见,调整难度大的一种缺陷,产生腹板偏心的主要原因有:1)、UR机前升降辊道高度不合适,出现头尾腹板偏心。如果下部翼缘长,提升辊道,如果上部翼缘长,则降低辊道。2)、UR水平辊轧制线与立辊轧制线不在同一水平线上,如果下腿长,上调轧制线,如果上腿长,则下调轧制线。3)、E机架轧制线偏移,这种情况可通过调整E机架轧制线来解决,同时,适当的调整E机架压下量,保证E机架轧辊与腹板之间的间隙在一个小值(标定值为1.5mm),切不可压下量过大,使E轧辊辊环参与轧制。4)、开坯机来料不合适,来料本身存在腹板偏心,为避免这种问题,必须保证开坯机辊道平面**下辊槽底面;另外,开坯机上下辊孔型磨损不均匀也可能造成腹板偏心,必要时需更换开坯机辊系。 二、 轧制缺陷 轧制缺陷主要包括腹板波浪、翼缘波浪形、折叠、翼缘厚薄不均等。 1、腹板波浪。当腹板的压下率大于翼缘压下率时,腹板上的金属向前延伸受到翼缘的牵制,得不到完全延伸,腹板得不到有效的伸长,多出的长度只能在翼缘之间被压制成波纹,即腹板波浪。 轧机自动轧制过程中,任何一道都有可能出现腹板波浪,并且直接影响到后一道成品出现腹板波浪。如果成品*五道出现腹板波浪,首先考虑*五道UF腹板压下量是不是太大,如果是,则适当减少腹板压下量,如果不是,则再考虑UR的腹板压下量,或再往前各道次的腹板压下量,确定后再作出正确的压下量调整,减少腹板压下量或增加翼缘压下量,决定采用哪一种调整方法和调整量必须基于样品的测量结果和各道次轧制力分配情况。轧制过程中保证第四、五道水平辊轧制力小于立辊轧制力能有效的改善这种缺陷。另外,开坯机孔型磨损,轧辊弹跳大,导致开坯机来料腹板就厚,进入轧机后腹板压下量大,延伸大,也容易出现腹板波浪。所以生产过程中要经常观察开坯机的料形,适时调整,保证开坯机来料能满足轧机的需要。 2、翼缘波浪形。翼缘波浪形正好与腹板波浪相反,出现的原因正是因为翼缘的压下量远大于腹板的压下量,此缺陷可能以两种形式出现,即翼缘波浪和端部波浪。翼缘波浪如果出现在成品,首先考虑UF翼缘压下量与腹板压下量是否匹配,适当的增加腹板压下量或减少翼缘压下量,保证轧件各部分金属流动处于一种平衡状态能有效的消除此缺陷。调整时,如果有必要为了让腹板压下量匹配于翼缘压下量,也可以适当的调整开坯机辊缝,增加来料的腹板厚度。 翼缘端部波浪是因为翼缘上的波浪被成品轧辊矫直了,多余的金属材料被强压进翼缘长度方向无目标的延伸,然后在翼缘端部出现起伏的波浪。如果出现端部波浪,首先观察轧件的轧制情况和各道次红样,分析轧件波浪出现在哪个道次哪个机架,确定后有针对性的对其水平辊立辊辊缝进行调整,逐步消除端部波浪。 3、折叠。折叠实际上是一个“被轧入的裂纹”,在成品上仅凭肉眼很难看出来。成品内部出现折叠直接影响到钢的物理性能,所以必须避免这种缺陷的出现。通过合理调整开坯机辊缝,保证开坯机来料不要过充满,及时更换磨损严重的旧辊系等措施能有效的避免折叠的出现。 4、翼缘厚薄不均。翼缘厚薄不均的主要原因是UF立辊偏心,轧件翼缘宽度间断变化,宽度大的地方翼缘薄,宽度小的地方翼缘厚。立辊辊缝,减少立辊压下量能稍微的改善这种缺陷。如果翼缘厚薄相差太大,则需更换新立辊。 总之,H型钢生产是新工艺,新设备,长钢H型钢厂才建成投产,对工艺及设备的认识还处于摸索阶段,还需要时间去探索,发现问题,积累经验,才能进一步完善工艺,提高产品质量,创造大的经济效益。
H型钢的种类
根据使用要求及断面设计特性,通常H型钢分为两大类:一类是作为梁型建筑构件用的H型钢;另一类是作为柱型(或桩型)建筑构件的H型钢。作为梁型构件的H型钢,其高度与腿宽之比为2∶1~3∶1,其规格一般从100mm×50mm~900mm×300mm。作为柱型构件的H型钢,其高度与腿宽之比为1∶1,其规格一般从100mm×100mm~400mm×400mm。H型钢高度80~1100mm,腿宽46~454mm,腰厚2.9~78mm,单重6~1086kg/m。
工字型钢不论是普通型还是轻型的,由于截面尺寸均相对较高、较窄,故对截面两个主袖的惯性矩相差较大,因此,一般仅能直接用于在其腹板平面内受弯的构件或将其组成格构式受力构件。对轴心受压构件或在垂直于腹板平面还有弯曲的构件均不宜采用,这就使其在应用范围上有着很大的局限。 H型钢属于经济裁面型材(其它还有冷弯薄壁型钢、压型钢板等),由于截面形状合理,它们能使钢材较高地发挥效能,提高承载能力。不同于普通工字型的是h型钢的翼缘进行了加宽,且内、外表面通常是平行的,这样可便于用高强度螺栓和其他构件连接。其尺寸构成系列合理,型号齐全,便于设计选用。
H型钢孔型设计的基本原则 H型钢是一种凸缘型钢,因此其孔型设计也要遵循凸缘型钢孔型设计的基本原则。 对于大号工字钢,因其腰部面积大于腿部面积,故其腰部对腿部的拉伸能力大。为获得标准所要求的成品腿高,在全部孔型设计中都应使腿部的延伸系数大于腰部的延伸系数,为此必须采用异形坯,而小号工字钢,虽然其腰部面积小于腿部面积,但为保证腿部正确充满,也应遵循腿部延伸系数大于腰部延伸系数的原则。 上述孔型设计的基本原则,对采用轧机轧制的H型钢也一样适用,即应使轧件腰部与腿部的延伸相等。若腰部延伸系数比腿部延伸系数大,则腰部会出现波浪。在实际设计时为保证腿长,往往让腿部延伸系数稍大于腰部延伸系数,即相对压下量腿部要略大于腰部2%~4%。若腿部延伸系数比腰部延伸系数过大,会造成撕裂。在轧机中,为保证H型钢轧制过程正常,应使腰部面积和腿部面积相对变化相同。 H型钢坯料尺寸确定与不同工艺之间的关系 日本钢管公司等有关公司的研究表明,高度大于400mm的大型H型钢,其成品尺寸与钢坯尺寸有如下关系: (1)用矩形坯直接轧制时,其钢坯宽度与成品宽度之比为1.2∶1.4,钢坯高度与成品高度之比为1.8∶2.4。 (2)采用初轧异形坯轧制时,钢坯高度与成品高度之比为1.6∶2.0。 (3)采用连铸异形坯轧制时,钢坯高度与成品高度之比为1.0∶1.2。 (4)采用板坯轧制H型钢时,钢坯高度与成品高度之比为0.5∶1.0,宽厚比为1.4∶2.0。 采用多机架连轧H型钢时其连轧常数的确定 目前,为提高产量H型钢的生产多采用连轧方式。为保证产品质量和生产的正常进行,首先要对各道次轧件断面变化进行准确计算,合理确定延伸系数与轧机转速,否则会使轧件在机架间产生过大的张力或推力,这不仅会引起轧件尺寸变化,也会造成堆钢或拉钢事故。因此,要实现H型钢连轧,就必须遵循连轧的基本原则。 (1)为保证轧制正常,必须满足轧件在轧线上通过每一轧机的秒流量体积不变这一条件。若这一条件被破坏,就会造成拉钢或堆钢。 (2)还必须保持轧件在**机架的出口速度等于后一机架的速度。若这一条件被破坏,也必然产生张力或推力。 (3)要求在轧制过程中应保持使前机架的前张力等于后机架的后张力,即应保持恒张力。 实际生产过程是处在一种动态平衡状态中,尤其是高速下的连轧生产要完全在一种平衡状态下生产是困难的,平衡是相对的,有条件的,而不平衡则是的,因为无论是外扰量还是调节量的微小变动,都会导致平衡的破坏。 由于H型钢在轧制过程中其张力测定装置不如带钢的张力测定装置那样容易安装和调整,为实现H型钢连轧,并保持轧件在机架间为无张力或微张力,就需有一合理的控制方法。现在常用的控制方法有两种:一种是用数字计算机或模拟数字计算机在线控制;一种是采用简单电参数控制。**种方法准确、迅速、合格率高,但投资大、管理复杂。后一种方法简单可行,但控制精度低。 目前不少厂采用后一种控制方法,即用电流储存方法控制(AMTC法)。其基本原理是不直接测张力,而是直接测定轧机电机的电流值,根据电流的变化确定张力,反过来再据张力变化,控制调节轧制速度。据日本川崎公司水岛厂经验,当机架间轧件上产生的张力为40MPa时,H型钢腿尖就会出现圆弧状;当张力为2~3MPa时,腿宽和腿厚皆产生变窄变薄的倾向,故为保证产品质量,张力不宜大,一般应控制在0.5MPa以下。

云南赣侨贸易有限公司以质量求生存,以信誉图发展,长期以来凭着团结 务实 敬业 奉献的企业精神,和集体员工一起开拓市场,本着诚信为本,信誉**的宗旨,为各生产企业和客户之间带来合作共赢的利益。公司对于热镀锌钢管,方矩管,无缝钢管,铸铁管,焊管,大棚管,槽钢,H钢,工字钢,C型钢,角钢,钢板,的销售都有一级的销售资格,望广大客户前来洽谈
欢迎来到云南赣侨贸易有限公司网站,我公司位于灵秀而迷人,三面环山,南濒滇池,湖光山色,**成趣的昆明市。 具体地址是云南昆明公司街道地址,负责人是李辉。
主要经营自来水饮水消防工程热镀锌管。
我们公司主要供应钢铁 建筑钢材 特殊/专业建筑钢材 等,公司郑重承诺:以较好的质量,较低的价格,较完善的后服,来答谢新老客户,所以选择我们,就等于选择财富!
本页链接:http://www.cg160.cn/vgy-62059652.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于云南赣侨贸易有限公司
商铺首页 |
更多产品 |
联系方式
云南赣侨贸易有限公司以质量求生存,以信誉图发展,长期以来凭着团结 务实 敬业 奉献的企业精神,和集体员工一起开拓市场,本着诚信为本,信誉**的宗旨,为各生产企业和客户之间带来合作共赢的利益。公司对于热镀锌钢管,方矩管,无缝钢管,铸铁管,焊管,大棚管,槽钢,H钢,工字钢,C型钢,角钢,钢板,的销售都有一级的..
- 我要给“云南窄翼热轧H型钢报价 窄翼H型钢”留言
- 更多产品


















